




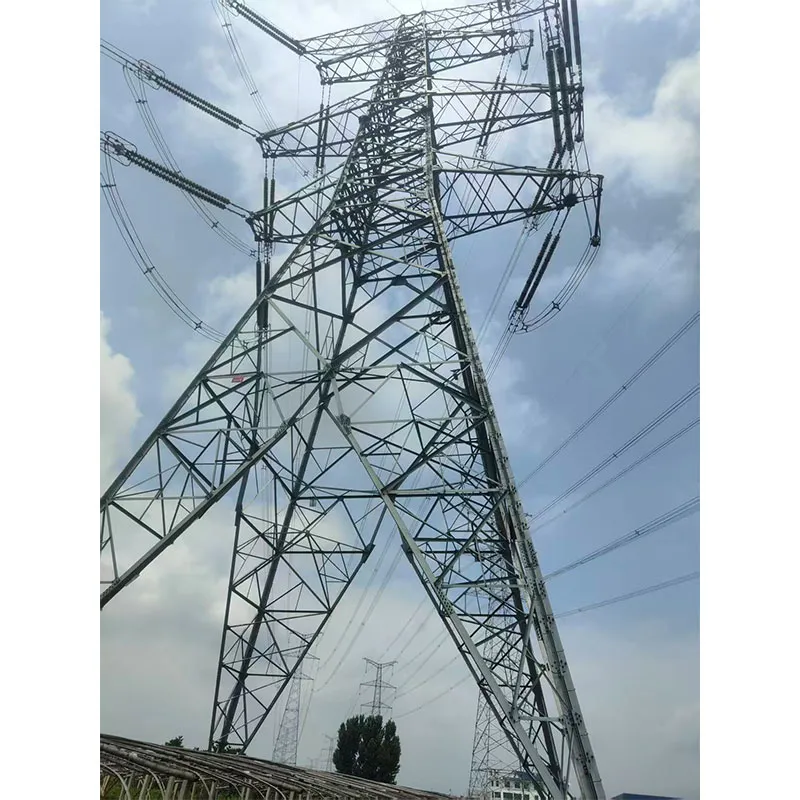
Трубчатая опора для передачи электроэнергии
Когда слышишь ?трубчатая опора?, многие представляют просто полую стальную колонну. На деле, это сложный инженерный продукт, где каждый миллиметр сечения, толщина стенки и марка стали просчитаны под ветровые, ледовые нагрузки и требования ПУЭ. Частая ошибка — считать, что главное — выдержать вертикаль. Нет, ключевое — это динамическая устойчивость при обрыве проводов и колебаниях, особенно на переходных участках через дороги или в болотистой местности. Сам видел, как ?экономия? на расчёте вихревого резонанса приводила к преждевременным усталостным трещинам в районе фланцевых соединений.
От чертежа до фундамента: где кроются нюансы
Конструктивно опора — это не монолит, а набор секций. Соединения — чаще фланцевые на болтах. И здесь первый подводный камень: качество обработки торцов и плоскостей фланцев. Если есть перекос, болты затянуты неравномерно, создаются локальные напряжения. В одном из проектов под Воронежем при монтаже не проверили плоскостность гидроуровнем — через два года в месте стыка пошла сетка трещин. Пришлось ставить временные подпорки и менять секцию, что в разы дороже первоначального контроля.
Материал — не просто ?сталь 3?. Для ответственных опор, особенно в северных регионах, идёт низколегированная сталь типа 09Г2С, устойчивая к хладноломкости. Антикоррозионное покрытие — отдельная тема. Горячее цинкование предпочтительнее, но его толщину нужно контролировать на рёбрах жёсткости и внутренних поверхностях. Помню случай с поставкой партии опор для подстанции, где внутри полости остались непрокрашенные участки из-за некачественной подготовки поверхности. Конденсат сделал своё дело — началась точечная коррозия.
Фундамент — это отдельная история. Для трубчатых опор часто используют анкерные группы или плитные фундаменты. Расчёт ведётся на выдёргивание и опрокидывание. Но геология вносит коррективы: на просадочных грунтах иногда приходится делать свайный ростверк, что удорожает проект. Ключевое — жёсткая связка каркаса закладной детали с телом фундамента. Бетон должен быть не ниже В25, с обязательным вибрированием. Экономия на классе бетона или армировании — это гарантия крена опоры в первые пять лет эксплуатации.
Монтаж в поле: теория расходится с практикой
На бумаге монтаж прост: установить фундамент, смонтировать секции краном, выверить вертикаль, затянуть болты. В реальности — ветер, ограниченное пространство для техники, человеческий фактор. Например, при сборке многосекционной трубчатой опоры высотой свыше 30 метров критически важно вести сборку с постоянным контролем вертикали по двум осям. Используем теодолит или лазерный нивелир. Но если бригада торопится и фиксирует секции ?на глаз?, потом исправить перекос практически невозможно без полного демонтажа.
Ещё один момент — строповка. Нельзя цеплять стропы где попало. Есть расчётные точки (проушины или места, усиленные рёбрами жёсткости), указанные в паспорте изделия. Нарушение этого правила ведёт к местному погибу стенки трубы. Видел такую опору, которую при подъёме ?подмяли? — вмятина стала концентратором напряжения, пришлось усиливать накладным листом, что, конечно, нарушило расчётную схему и эстетику.
Болтовые соединения должны затягиваться динамометрическим ключом с усилием, указанным в проекте. Часто бригады используют ударные гайковёрты, что приводит к перетяжке и срыву резьбы или, наоборот, к недостаточному натяжению. В дальнейшем от вибрации такие соединения ослабевают. Контрольный обход через месяц после монтажа с повторной протяжкой всех узлов — обязательная процедура, которую, увы, часто игнорируют в погоне за сдачей объекта.
Опыт поставщиков: на что смотреть при выборе
Рынок насыщен предложениями, но качество сильно разнится. Важно, чтобы производитель имел не только сертификаты на металл, но и полный пакет технологической документации на изготовление, включая контроль сварных швов (если они есть) ультразвуком или магнитопорошковым методом. Хорошо, когда завод может предоставить акты испытаний образцов на статическую нагрузку.
В последнее время обратил внимание на компанию ООО Шаньдун Цзиньэн Технолоджи (https://www.jnkj.ru). В их описании указано наличие более 100 единиц цифрового производственного и контрольно-измерительного оборудования. Это важный сигнал. Цифровая резка и гибка с ЧПУ дают высокую точность геометрии, а автоматизированный контроль размеров — стабильность партии. Для нас, проектировщиков и монтажников, это значит меньше проблем с подгонкой на месте. Хотя, конечно, цифровое оборудование — не панацея, всё равно нужен выездной приёмосдаточный контроль на заводе-изготовителе.
При выборе поставщика всегда запрашиваю фотоотчёты с производства: как организована складская логистика металла, как ведётся антикоррозионная обработка, как маркируются готовые секции. Хаос в цеху обычно транслируется в проблемы с качеством на объекте. Кстати, у ООО Шаньдун Цзиньэн Технолоджи в описании сделан акцент именно на оснащённость, что косвенно говорит о внимании к технологическому процессу. Но проверить на реальном заказе — всегда лучший критерий.
Случай из практики: когда расчёт не спас
Был у нас проект — линия 110 кВ через холмистую местность. Одна из промежуточных трубчатых опор попала на склон с активными оползневыми процессами, о которых не было данных в изысканиях. Геологи дали ?спокойный? отчёт. Смонтировали, смонтировали всё по нормативам. Через полгода — крен в несколько градусов. Причина — движение грунта. Пришлось срочно делать укрепление склона и ставить распорки от соседних, более стабильных опор. Вывод: даже идеально изготовленная и смонтированная опора бессильна против непредсказуемой геологии. Теперь всегда, если есть малейшие сомнения, настаиваю на дополнительных изысканиях или выбираю место для установки с запасом от потенциально опасных участков.
В той же истории возникла проблема с доступом тяжелой техники для усиления. Пришлось думать над ручными методами и использовать малогабаритные буровые установки. Это увеличило сроки и стоимость работ втрое. Поэтому сейчас при обследовании трассы отдельным пунктом оцениваю не только место установки, но и логистику для возможного будущего ремонта или усиления.
Взгляд в будущее: тенденции и ?мелочи?
Сейчас всё чаще говорят о мониторинге состояния опор в реальном времени — датчики крена, напряжения, вибрации. Для ответственных переходов это, возможно, оправдано. Но для рядовой линии — пока дорого. Более реалистичный тренд — улучшение защитных покрытий, переход к более стойким системам типа ?цинк-алюминий? или полимерным композициям, которые продлевают межремонтный интервал.
Ещё одна ?мелочь?, на которую стоит обращать внимание, — элементы безопасности для подъёма персонала. Если опора предусматривает обслуживание (например, установку ОПН или замену изоляторов), должны быть предусмотрены стационарные скобы или ходовые решётки. Их расположение и расчёт на нагрузку тоже часть проекта. Не раз видел, как монтажники при обслуживании вешают лестницы на временные стропы, что крайне опасно.
В итоге, трубчатая опора для передачи электроэнергии — это не просто металлоизделие. Это результат комплексной работы проектировщиков, металлургов, технологов на производстве и грамотных монтажников в поле. Каждый этап — от выбора поставщика, такого как ООО Шаньдун Цзиньэн Технолоджи, до финальной протяжки болтов — требует профессионального внимания и понимания, что за сухими цифрами нагрузок стоит реальная конструкция, которая должна простоять десятилетия в любую погоду. И главный показатель качества — не акт сдачи, а отсутствие проблем через пять-десять лет эксплуатации.
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продукты-
 Электротехнические железные аксессуары
Электротехнические железные аксессуары -
 Стальная угловая башня электроснабжения
Стальная угловая башня электроснабжения -
 Конструкции подстанций
Конструкции подстанций -
 Закладные детали фотоэлектрических фундаментов
Закладные детали фотоэлектрических фундаментов -
 Четырехтрубные коммуникационные башни
Четырехтрубные коммуникационные башни -
 Мачты для камер
Мачты для камер -
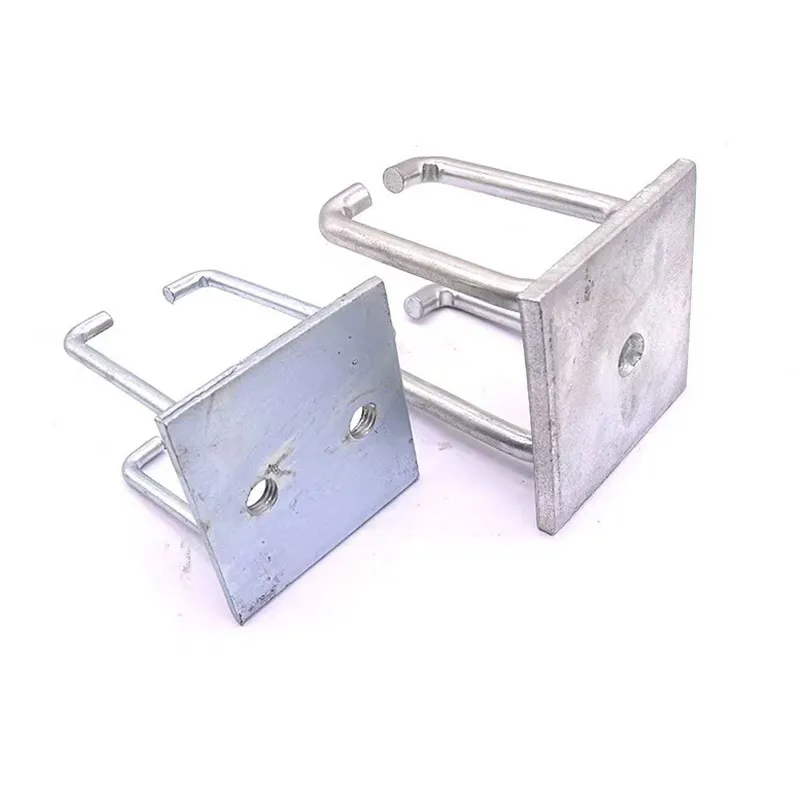 Закладные детали фундаментов
Закладные детали фундаментов -
 Анкерные болты
Анкерные болты -
 Коммуникационные башни
Коммуникационные башни -
 Горячеоцинкованные болты для железных башен
Горячеоцинкованные болты для железных башен -
 Гибкие фотоэлектрические крепления
Гибкие фотоэлектрические крепления -
 Дорожная мониторинговая мачта
Дорожная мониторинговая мачта