




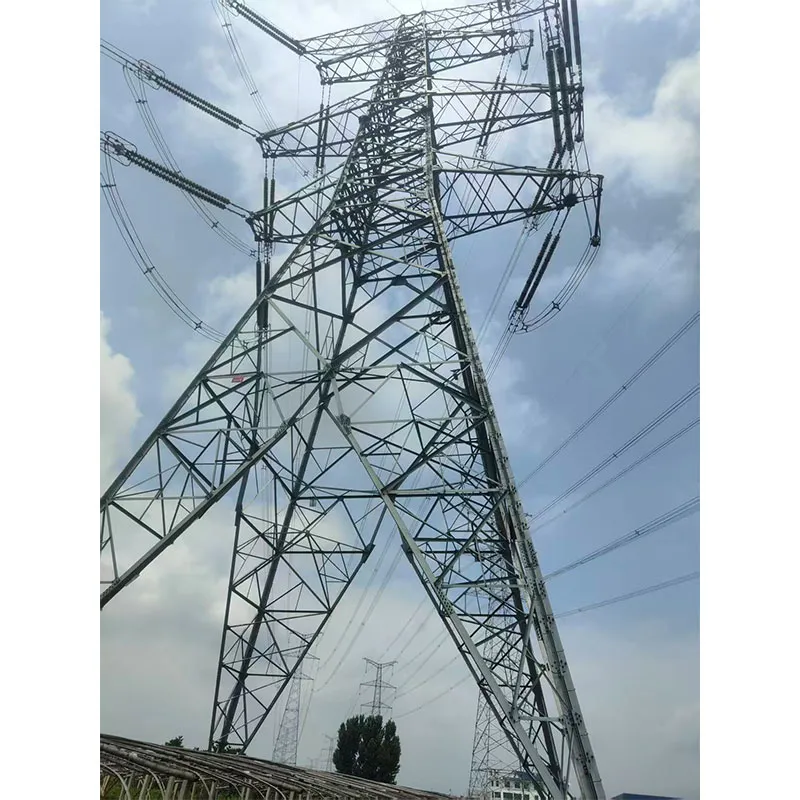
Трубчатая опора ВЛ
Когда говорят про трубчатые опоры для ВЛ, многие сразу думают про ГОСТы, типовые проекты и стандартную толщину металла. Но в реальности, на участке, всё решают детали, которые в этих самых ГОСТах не прописаны — как стык повело после сварки на морозе, или как ветровая нагрузка в конкретной ложбине оказалась совсем не по расчетному району. Вот об этих нюансах, которые и отличают просто металлическую трубу от надежной опоры, и хочется порассуждать.
От чертежа до сваи: где теория расходится с практикой
Начнем с фундаментального — монтажа. По проекту всё гладко: пробурили, установили, забетонировали. Но если грунт оказался с прослойкой плывуна, которого не показала разведка, то даже самая правильная трубчатая опора ВЛ через сезон даст крен. Был у нас случай под Казанью — опоры начали ?плясать? после первой же весны. Пришлось раскапывать, усиливать фундаменты утяжеляющими призмами. Вывод простой: типовое решение для фундамента — это лишь отправная точка, а не истина в последней инстанции.
Еще один момент — антикоррозионная защита. Оцинковка по ГОСТ — это, конечно, стандарт. Но качество покрытия на готовой опоре сильно зависит от подготовки поверхности перед погружением в ванну. Видел образцы, где оцинковка ложилась неровно из-за остатков окалины, и через пару лет в этих местах пошла ржавчина. Поэтому сейчас мы всегда требуем от поставщиков фотоотчет по этапам подготовки — травление, флюсование. Без этого даже с сертификатом не берем.
Кстати, о поставщиках. Рынок насыщен предложениями, но не все понимают, что для ВЛ 110 кВ и выше нужна не просто труба, а конструкция с четко выверенным моментом сопротивления. Натыкался на заводы, которые предлагали ?аналоги? по наружному диаметру, но с более тонкой стенкой. Вроде бы дешевле, но запас прочности по изгибу уже на грани. Рисковать такими вещами — себе дороже.
Стыковка и сварка: неочевидные узлы риска
Если опора составная, из нескольких секций, то главный враг — стыковой шов. Его качество определяет всё. По нормативам — обязательный ультразвуковой контроль. Но на практике часто бывает, что шов красивый снаружи, а внутри — непровар или поры. Особенно критично для районов с низкими температурами, где хрупкость металла возрастает. Мы однажды получили партию, где в сертификатах на сварку всё было чисто, а при выборочной проверке на своей базе дефектоскопом нашли скрытые трещины. Пришлось весь комплект отправлять на доработку, сроки монтажа сорвались.
Поэтому теперь для ответственных объектов настаиваем на присутствии нашего технадзора на заводе-изготовителе при контрольной сборке и сварке первой опоры из партии. Да, это дополнительные расходы, но они окупаются отсутствием простоев на трассе. Кстати, полезно обращать внимание на то, как организовано производство. Например, у компании ООО Шаньдун Цзиньэн Технолоджи, чей сайт https://www.jnkj.ru я как-то изучал в поисках оборудования, заявлено более 100 единиц цифрового производственного и контрольно-измерительного оборудования. Для меня это косвенный признак, что процесс может быть лучше автоматизирован, а значит, меньше человеческого фактора в критичных операциях вроде резки или сверления монтажных отверстий.
Еще из практических наблюдений — расположение монтажных отверстий под траверсы. Если их сместить даже на пару сантиметров от оси, возникают дополнительные напряжения при затяжке болтов. Казалось бы, мелочь, но именно такие мелочи потом выливаются в трудности при сборке на высоте, когда бригаде приходится ?дожимать? конструкции домкратами.
Транспортировка и складирование: тихая стадия, где всё можно испортить
Казалось бы, что тут сложного: погрузил на трал и повез. Но как часто опоры приходят на объект с вмятинами или царапинами на защитном слое! Все из-за неправильной укладки и крепления в транспортном пакете. Прокладки должны быть из мягкого материала, а стропы не должны пережимать тело опоры. Лучше всего, когда каждая секция упакована в деревянную обрешетку — дороже, но сохранность гарантирована.
На самой площадке складирования тоже важно. Нельзя просто скинуть опоры в кучу. Под них обязательно нужны лежни, чтобы нижние не лежали на земле и между секциями был зазор для проветривания. Иначе — подтёки конденсата и точечная коррозия еще до начала монтажа. Принимая материал, мы теперь всегда осматриваем не только паспорта, но и состояние упаковки — она многое говорит об отношении поставщика к продукту.
Монтаж в полевых условиях: подгонка по месту и импровизация
Идеально, когда опора приезжает на объект и стыкуется как конструктор. В жизни такое редко бывает. Часто приходится подгонять: где-то отверстие не совпадает, где-то срез секции требует зачистки. Главное правило — никакой газовой резки на месте для изменения геометрии! Только механическая обработка, а потом обязательная окраска оголенного металла ремонтным составом, аналогичным по качеству заводскому.
Особенно сложно с установкой в зимнее время. Металл холодный, руки в перчатках, а болтовые соединения нужно затягивать с определенным моментом. Приходится использовать динамометрические ключи с удлинителями и постоянно сверяться с таблицей поправок на температуру. Если этого не делать, к весне, когда металл ?оживет?, может возникнуть ослабление соединений.
Один из самых неприятных уроков был связан с трубчатой опорой ВЛ для перехода через небольшую речку. Опоры были рассчитаны правильно, но при монтаже анкерного участка не учли сезонное подтопление поймы. Фундаменты, хотя и были заглублены по нормам, после паводка подверглись дополнительному вымыванию грунта. Пришлось срочно делать отсыпку из камня и укреплять берег. Теперь для любых переходов через водные преграды мы закладываем дополнительный запас по устойчивости и обязательно изучаем гидрологические карты местности.
Взгляд в будущее: что еще можно улучшить
Сейчас много говорят про мониторинг состояния опор с помощью датчиков. Для трубчатых конструкций это особенно актуально — можно в полость установить датчик наклона или тензодатчик. Технологии есть, но массового применения пока нет. Основная преграда — стоимость и вопрос питания таких систем. Но для критически важных переходов, думаю, это скоро станет стандартом.
Еще один тренд — более широкое использование высокопрочных сталей. Это позволяет уменьшить толщину стенки, а значит, и вес опоры, без потери несущей способности. Но здесь встает вопрос свариваемости таких сталей и их коррозионной стойкости. Нужны новые рецептуры защитных покрытий. Компании, которые инвестируют в такие разработки, как та же ООО Шаньдун Цзиньэн Технолоджи с её парком цифрового оборудования, имеют шанс предложить рынку более совершенное решение. Их подход к автоматизации, судя по описанию на https://www.jnkj.ru, как раз направлен на точность и контроль качества, что для современных материалов ключево.
В итоге, что хочется сказать? Трубчатая опора ВЛ — это не просто изделие из металла. Это комплексный продукт, где важен каждый этап: от выбора марки стали и контроля сварки на заводе до грамотного хранения и монтажа с учетом всех полевых условий. И главный навык для специалиста — это не умение читать чертежи (это само собой), а способность предвидеть эти самые ?неучтенные обстоятельства? и иметь в запасе практические решения для них. Именно этот опыт, часто полученный на ошибках, и отличает надежную линию от проблемной.
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продукты-
 Конструкции подстанций
Конструкции подстанций -
 Стальная трубчатая башня
Стальная трубчатая башня -
 Коммуникационные башни
Коммуникационные башни -
 Мачты для камер
Мачты для камер -
 Стальная угловая башня электроснабжения
Стальная угловая башня электроснабжения -
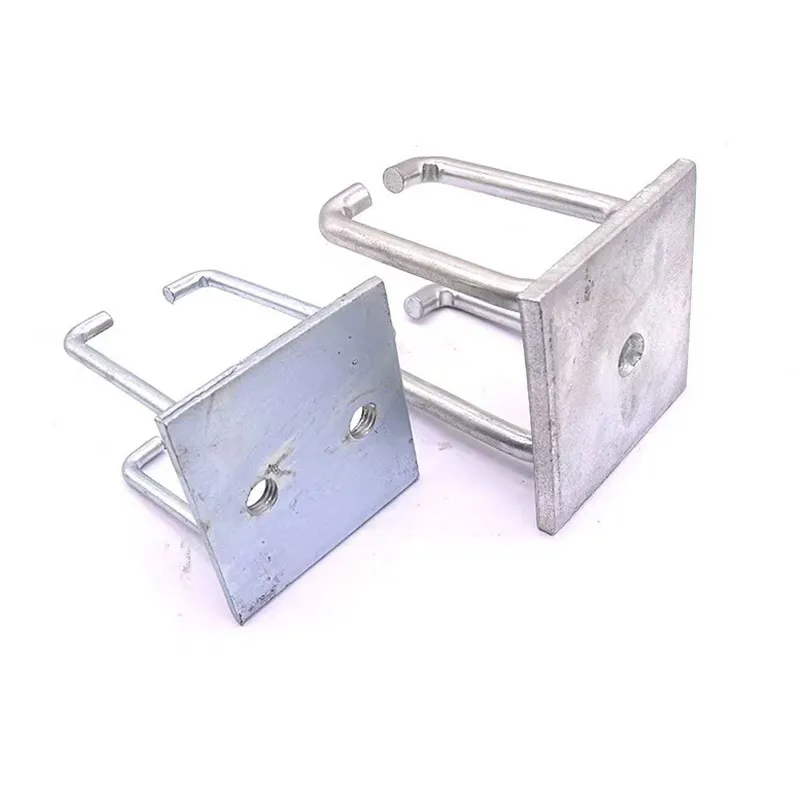 Закладные детали фундаментов
Закладные детали фундаментов -
 Электротехнические железные аксессуары
Электротехнические железные аксессуары -
 Закладные детали фотоэлектрических фундаментов
Закладные детали фотоэлектрических фундаментов -
 Горячеоцинкованные болты для железных башен
Горячеоцинкованные болты для железных башен -
 Анкерные болты
Анкерные болты -
 Дорожная мониторинговая мачта
Дорожная мониторинговая мачта -
 Четырехтрубные коммуникационные башни
Четырехтрубные коммуникационные башни