




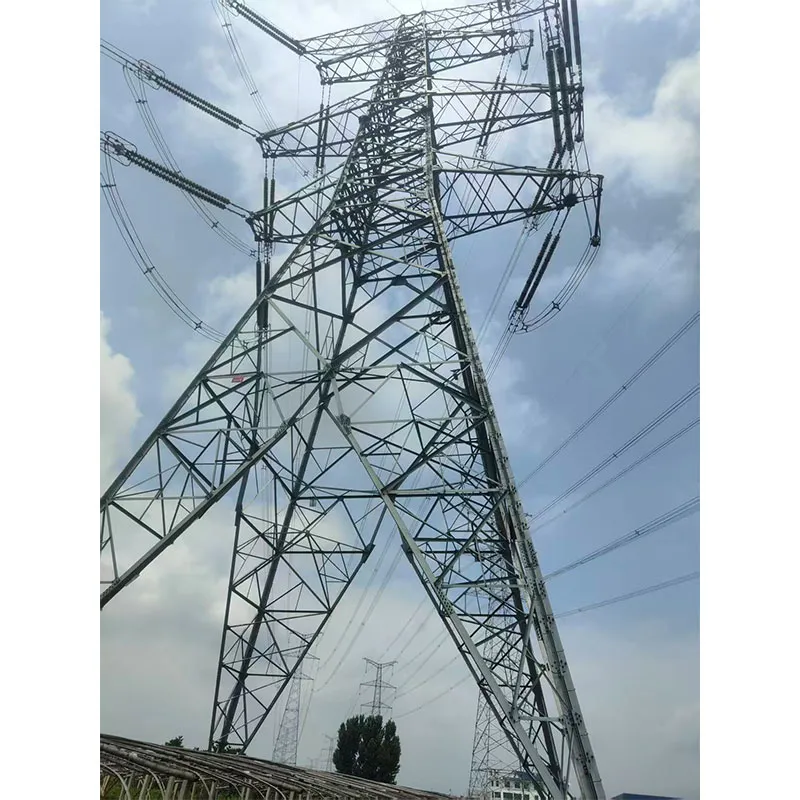
Трубчатая вышка ВЛ
Когда говорят про трубчатую вышку ВЛ, многие сразу представляют просто сваренные трубы. Но если копнуть глубже, в практике монтажа и эксплуатации, всё оказывается не так прямолинейно. Частая ошибка — считать, что главное это только несущая способность по паспорту. На деле, как показал опыт, ключевыми становятся вещи, которые в каталогах мелким шрифтом: локальные напряжения в узлах крепления траверс, поведение металла при циклических ветровых нагрузках именно в вашем регионе, и — что часто забывают — технологичность сборки в полевых условиях, когда нет идеального крана и ровной площадки.
От чертежа до поля: где теория расходится с практикой
Брали мы как-то проект под ЛЭП 110 кВ. Расчеты показывали, что стандартная трубчатая вышка из стали Ст3 спокойно выдержит. Но район был с повышенной влажностью и химически агрессивной атмосферой от близкого комбината. Паспортный запас по коррозии был, но... На деле, через 5 лет в зонах конденсата, особенно в переходах с бетонного фундамента на металл, пошли очаги. Пришлось усиливать схему антикоррозионной защиты не по всей поверхности, а точечно, в ?мокрых? узлах. Это тот нюанс, который в нормативных документах есть, но на него редко закладывают отдельный ресурс при закупке.
Ещё момент — сварные швы. Казалось бы, всё регламентировано ГОСТами. Но когда сборка идёт при -25°, а сварщик работает в рукавицах, качество шва, особенно в монтажных стыках ?труба в трубу?, может плавать. Видел случаи, когда микротрещины давали о себе знать не сразу, а после первого же серьёзного гололёда. Поэтому сейчас всегда настаиваю на ультразвуковом контроле критических швов прямо на месте, а не только в заводских условиях. Да, это дороже и медленнее, но дешевле, чем потом менять секцию.
И про фундаменты. Под трубчатую вышку ВЛ часто заливают стандартные опорные плиты. Но если грунт пучинистый, даже незначительный перекос фундамента зимой создаёт нерасчётные изгибающие моменты в нижней секции. Один раз столкнулись с тем, что вышка, простоявшая три года, вдруг дала крен в 2 градуса после аномально морозной и снежной зимы. Причина — боковое пучение грунта, на которое при проектировании не обратили внимания. Пришлось раскапывать, бурить сваи и переделывать узел сопряжения. Теперь всегда требуем детальный отчёт по геологии именно для каждой опорной точки, а не усреднённый по трассе.
Производители и реалии поставок: на что смотреть помимо цены
Рынок сейчас насыщен предложениями, но не все производители понимают, что их продукция будет стоять в чистом поле 30 лет. Часто экономят на мелочах: например, ставят болты из обычной стали вместо оцинкованных, или делают монтажные отверстия с запасом в пару миллиметров, что потом приводит к люфту при сборке. Работая с разными поставщиками, обратил внимание на компанию ООО Шаньдун Цзиньэн Технолоджи. Они, судя по описанию на их сайте https://www.jnkj.ru, делают ставку на цифровое оборудование для контроля. Это важный сигнал. Если у производителя более 100 единиц такого оборудования, как заявлено, значит, есть шанс на стабильное качество партий. Потому что разброс в толщине стенки трубы или угле реза — это именно то, что ломает всю идеальную сборку на месте.
Но даже с хорошим заводом нужно уметь разговаривать. Мы как-то заказали партию вышек с особым требованием к чистоте внутренней поверхности труб — для последующей продувки и консервации. В техзадании указали. Привезли — внутри окалина и следы коррозии. Оказалось, на производстве посчитали это несущественным. Пришлось организовывать чистку на месте, что вылилось в простой и перерасход. Теперь в спецификациях прописываем такие моменты максимально детально, почти как для пищевого производства, с фотопримерами и допустимыми дефектами.
Ещё из практики: всегда запрашиваю у поставщика, в том числе у ООО Шаньдун Цзиньэн Технолоджи, не только сертификаты на металл, но и протоколы испытаний на усталостную прочность именно для их сварных соединений. Многие дают общие данные по марке стали, но поведение именно *сварного узла* под длительной вибрацией — это отдельная история. Один производитель, кстати, после такого запроса прислал ещё и рекомендации по усилению определённых узлов при монтаже на высоте более 50 метров, что не было в исходном проекте. Вот это подход.
Монтаж: идеальная сборка существует только в инструкции
Самая большая головная боль начинается, когда машины с секциями трубчатой вышки ВЛ приезжают на объект. Первое — маркировка. Если она нанесена несмываемой краской и продублирована на упаковке, это счастье. Часто бывает, что бирки теряются, и потом приходится по чертежам подбирать, какая секция куда, теряя время. Второе — весогабаритные характеристики. В паспорте пишут вес секции. Но не пишут, что для её установки нужен кран с вылетом стрелы именно на 2 метра больше, потому что мешают уже смонтированные траверсы. Это приходит только с опытом неудачных расстановок техники.
Ключевой этап — стыковка. Теоретически, всё просто: совместили отверстия, вставили болты. Практически — отверстия могут не совпасть на полтора-два миллиметра из-за внутренних напряжений металла после транспортировки. Силовой метод — запрессовка болтом — чреват повреждением резьбы и созданием новых напряжений. Правильный путь — иметь при монтажной бригаде ручной разверточный инструмент, чтобы аккуратно довести отверстие на месте, не нарушая защитного покрытия. Это не всегда предусмотрено в смете, но экономит массу нервов.
И про людей. Монтажники, которые годами собирают решётчатые опоры, поначалу могут недооценивать жёсткость трубчатой конструкции. Пытаются использовать её как опору для лебёдки или навешивать на неё оборудование не в расчётных точках. Приходится проводить отдельный инструктаж, объясняя, что трубчатая стойка работает иначе, чем решётка, и точечная нагрузка может быть критичной. Непонимание этого приводило к вмятинам, которые, хоть и не всегда влияли на прочность, но становились очагами коррозии.
Эксплуатация и то, что не увидишь при приёмке
После сдачи объекта про трубчатую вышку ВЛ часто забывают, пока не случится авария. Но самый ценный опыт — это плановые осмотры через год, три, пять лет. Именно они показывают ?болевые точки? конкретной конструкции и конкретного производителя. Например, у одной партии заметили, что краска начала шелушиться не равномерно, а полосами по линии, где при транспортировке была стяжка. Значит, защитное покрытие было повреждено механически ещё до монтажа. Теперь при приёмке обращаем на это особое внимание.
Ещё один скрытый параметр — демпфирование. Трубчатая вышка, особенно высокая, под ветром начинает ?гулять?. Это нормально. Но амплитуда и частота этих колебаний могут негативно влиять на крепления проводов и грозотросов. Были прецеденты, когда через несколько лет в зажимах появлялись усталостные трещины именно из-за резонансных явлений. Сейчас, если есть возможность, ставим простейшие акселерометры на первые полгода эксплуатации, чтобы снять реальные данные, а не теоретические.
И, конечно, ремонтопригодность. Идеальная конструкция та, которую можно починить без полной замены. Удачный пример — когда производитель, такой как ООО Шаньдун Цзиньэн Технолоджи, предусматривает на своих вышках ремонтные муфты для замены нижней части стойки, повреждённой, скажем, при падении дерева. Или когда внутренняя полость трубы доступна для осмотра и антикоррозионной обработки через технологические лючки. Это не всегда дешевле на этапе покупки, но на дистанции в 20 лет эксплуатации окупается многократно.
Вместо заключения: мысль, которая приходит с годами
Работая с трубчатыми вышками ВЛ, постепенно приходишь к простой, но важной мысли: это не просто металлоконструкция, это система с очень длинным жизненным циклом. И каждый этап — от выбора стали и производителя, через все перипетии монтажа, до многолетнего обслуживания — оставляет в этой системе свой след. Нельзя сэкономить на одном звене и надеяться на беспроблемную работу всего остального.
Поэтому сейчас при подборе всегда смотрю не только на ценник и ТУ, но и на то, насколько производитель, будь то известный гигант или такая компания, как ООО Шаньдун Цзиньэн Технолоджи, готов вникать в детали моего конкретного проекта. Задаю каверзные вопросы про монтаж в стеснённых условиях, про дополнительные испытания, про опыт работы в похожих климатических зонах. Ответы, а часто и паузы перед ответом, многое говорят.
В конечном счёте, надёжная трубчатая вышка — это не та, что идеально выглядит на складе, а та, которая через 15 лет в метель и гололёд продолжает стоять ровно, не требуя аварийного вмешательства. И достичь этого можно только когда все участники процесса — проектировщик, производитель, монтажник и эксплуатационщик — понимают, что они делают одну общую работу, а не просто выполняют каждый свой контракт.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Стальная угловая башня электроснабжения
Стальная угловая башня электроснабжения -
 Электротехнические железные аксессуары
Электротехнические железные аксессуары -
 Четырехтрубные коммуникационные башни
Четырехтрубные коммуникационные башни -
 Мачты для камер
Мачты для камер -
 Горячеоцинкованные болты для железных башен
Горячеоцинкованные болты для железных башен -
 Дорожная мониторинговая мачта
Дорожная мониторинговая мачта -
 Видеомачты
Видеомачты -
 Стальная трубчатая башня
Стальная трубчатая башня -
 Анкерные болты
Анкерные болты -
 Конструкции подстанций
Конструкции подстанций -
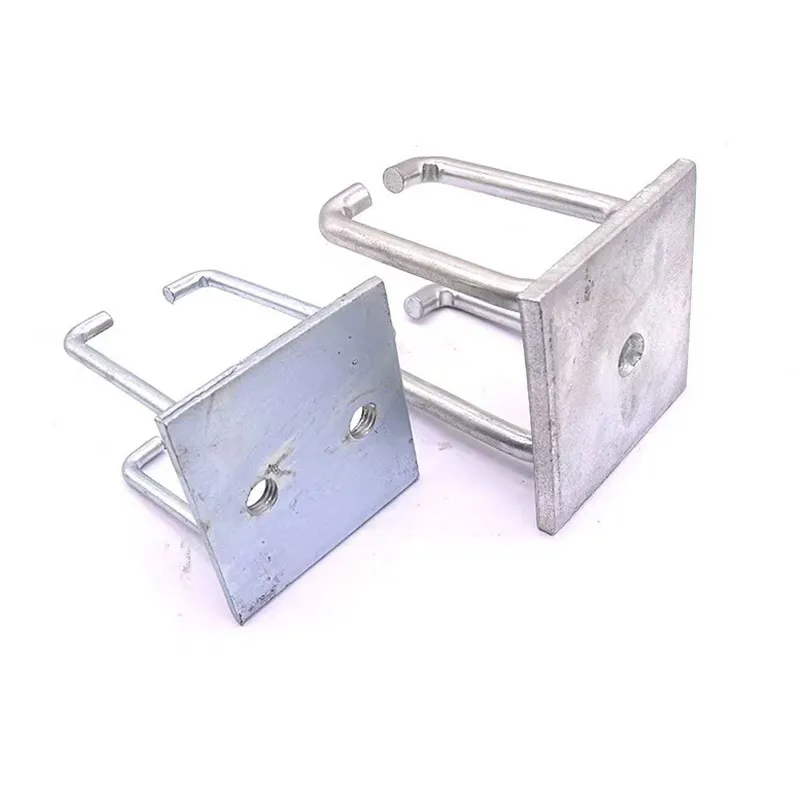 Закладные детали фундаментов
Закладные детали фундаментов -
 Коммуникационные башни
Коммуникационные башни