




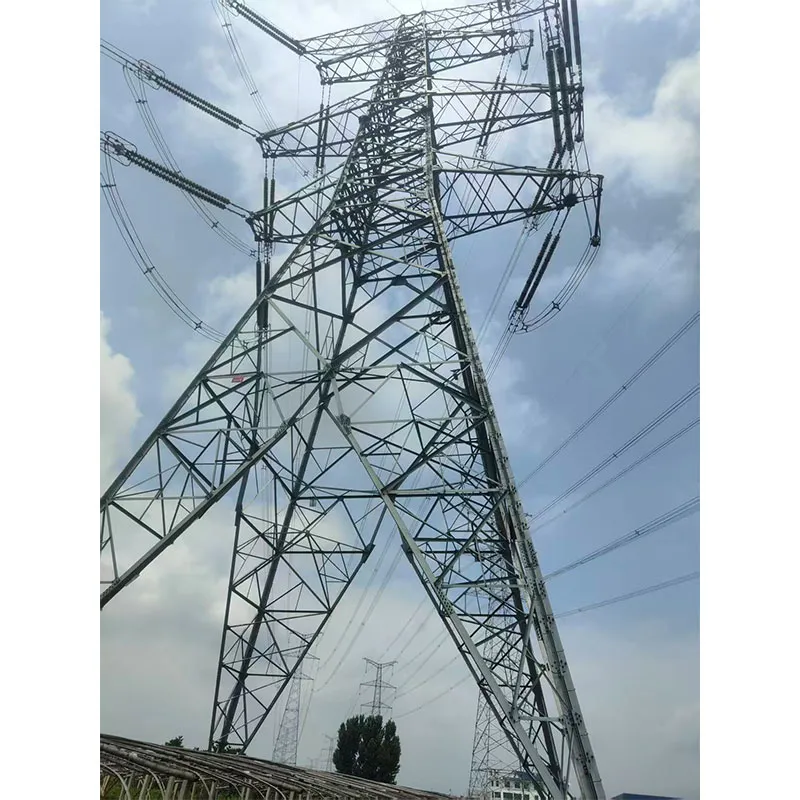
Трубчатая башня ВЛ
Когда говорят ?трубчатая башня ВЛ?, многие сразу представляют себе просто толстую трубу, воткнутую в землю. На деле же, это целая система расчётов, сварных швов и борьбы с тем, что на бумаге не предусмотришь. Частая ошибка — считать, что главное — это прочность стали. Прочность важна, но куда важнее правильный расчёт на вибрацию, особенно для высоких переходов через реки или ущелья. Тут уже не до шаблонов, каждый проект — это своя история.
Конструкция: что скрывается за простой формой
Внешне всё просто: коническая или цилиндрическая сборная секция из стали. Но дьявол, как всегда, в деталях. Толщина стенки — это не просто цифра из сортамента. В нижних секциях, особенно в зонах с агрессивным грунтом, приходится закладывать серьёзный запас на коррозию. Я помню один проект под Оренбургом, где по расчётам хватало 10 мм, но после анализа грунтовых вод пришлось увеличивать до 14 мм в самой нижней части. И это не перестраховка, а урок, полученный после того, как на старой линии через пять лет в подобном месте появились сквозные очаги ржавчины.
Фланцевые соединения между секциями — ещё один ключевой узел. Казалось бы, болты затянул по моменту — и готово. Но если не предусмотреть правильные компенсаторы напряжений или не учесть возможную просадку фундамента, через пару лет можно получить трещину по сварному шву рядом с фланцем. Такое случалось, когда пытались сэкономить на геологических изысканиях. Теперь всегда настаиваю на полном цикле исследований, даже если заказчик торопит.
И конечно, внутреннее пространство. Оно редко бывает пустым. Там идут системы молниезащиты, иногда — лестницы для обслуживания, кабели для освещения или датчиков. Проектирование ?начинки? — это отдельная задача, чтобы не создавать внутри мосты холода и не ослаблять сечение. Порой приходится идти на компромиссы, усиливая стенку в месте прохода кронштейна.
Производство и контроль: где рождается надёжность
Качество трубчатой башни ВЛ закладывается в цеху. Здесь не место кустарщине. Современное предприятие, которое серьёзно подходит к делу, должно иметь парк оборудования для точной обработки листовой стали, гибки, автоматической сварки. Например, знаю компанию ООО Шаньдун Цзиньэн Технолоджи (https://www.jnkj.ru), которая в своих материалах указывает на наличие более 100 единиц цифрового производственного и контрольно-измерительного оборудования. Для меня это не просто цифра в рекламе. Это на практике означает возможность вести точный раскрой металла, контролировать геометрию секций с помощью лазерного сканирования и, что критично, обеспечивать высочайшее качество сварных швов ультразвуковым или рентгенографическим методом.
Почему это так важно? Потому что дефект сварки в зоне перехода от конической части к цилиндрической — это концентратор напряжения. В сильный ветер, под нагрузкой от проводов, микротрещина может пойти в рост. И хорошо, если это выявят на земле. Видел последствия, когда брак ?уехал? на объект — пришлось демонтировать целую секцию на 80-метровой высоте, что в разы дороже любого контроля в цеху.
Сама сборка секций — это тоже искусство. Важно соблюсти соосность, чтобы при монтаже не пришлось ?дожимать? болты с нарушением технологии. Мы всегда требуем предварительную сборку ?в лежачем положении? на заводской площадке для проверки стыков всех фланцев. Да, это время и деньги, но это страхует от многодневного простоя монтажной бригады на трассе.
Монтаж в поле: теория встречается с реальностью
Вот тут-то и начинается самое интересное. Все идеальные расчёты и ровные секции сталкиваются с реальным рельефом, погодой и человеческим фактором. Фундамент — это отдельная песня. Под трубчатую башню часто делают свайный или анкерный фундамент. И если в проекте неверно учтена несущая способность грунта (например, оказался прослойок плывуна), то вся башня может дать крен.
Сам монтаж, особенно высоких переходных башен, обычно ведётся с помощью мощного крана. Но бывают места, куда кран не заедет. Приходилось использовать метод наращивания — когда первую секцию устанавливают и закрепляют, а следующие поднимают и крепят с помощью лебёдок и направляющих. Это ювелирная работа, требующая от бригадира большого опыта. Малейший перекос — и фланцы не сойдутся.
Ещё один момент — установка оттяжек. Для особо высоких или тонких конструкций они необходимы. Но расчёт точек крепления оттяжек к стволу башни — это сложная задача. Закрепишь слишком низко — не будет должного эффекта. Слишком высоко — создашь избыточную нагрузку на изгиб в точке крепления. Обычно это несколько итераций в проекте, а на месте иногда вносим коррективы, глядя на фактическое натяжение тросов.
Эксплуатация и проблемы, о которых не пишут в учебниках
После сдачи объекта жизнь трубчатой башни ВЛ только начинается. И здесь всплывают нюансы, которые не всегда очевидны на этапе проектирования. Например, вибрация от проводов. При определённых ветровых режимах может возникать резонанс, и башня начинает ?петь? — издавать низкочастотный гул. Это не только неприятно, но и опасно усталостными явлениями в металле. Борются с этим установкой гасителей вибрации — специальных демпферов на тросах или, реже, на самой конструкции.
Коррозия изнутри. Влага конденсируется внутри полости, особенно в зонах перепада температур. Если не предусмотрены дренажные отверстия в нижней заглушке, вода может скапливаться и замерзать зимой, приводя к локальному разрушению шва. Стандарты требуют обработки внутренних поверхностей антикором, но на практике это делается не всегда качественно. Приходится во время плановых осмотров обращать на это внимание.
Повреждения от внешних воздействий. Это может быть что угодно: от удара ковшом экскаватора при проведении сторонних земляных работ до обледенения аномальной толщины. Для таких случаев в расчёт закладывается запас прочности, но каждый инцидент — это повод для тщательного обследования. Иногда после сильного обледенения визуально всё в порядке, но ультразвуковая дефектоскопия показывает микротрещины в зонах сварки кронштейнов.
Взгляд в будущее: материалы и цифра
Куда движется отрасль? Во-первых, это новые стали с повышенной коррозионной стойкостью и более высоким пределом текучести. Это позволяет делать конструкции легче без потери прочности, что снижает нагрузку на фундамент и упрощает логистику. Во-вторых, всё активнее используются системы мониторинга в реальном времени — датчики наклона, напряжения, вибрации, установленные прямо на башне ВЛ. Данные с них помогают прогнозировать обслуживание и предотвращать аварии.
Цифровизация производства, о которой заявляют передовые производители вроде упомянутой ООО Шаньдун Цзиньэн Технолоджи, — это не будущее, а настоящее. Когда от цифровой модели изделия (BIM) данные напрямую идут на станки с ЧПУ, а затем каждый этап контролируется и фиксируется, это радикально снижает риск человеческой ошибки. Для ответственных объектов, таких как переходы через крупные реки или в сейсмоопасных районах, такой подход становится стандартом де-факто.
В итоге, трубчатая башня — это далеко не примитивная ?труба?. Это результат сложного инженерного компромисса между стоимостью, надёжностью, условиями монтажа и эксплуатации. Каждая новая линия, особенно в сложных условиях, добавляет опыта, который нельзя найти в нормативных документах. И этот опыт, порой добытый через неудачи, и есть самая ценная часть работы.
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продукты-
 Коммуникационные башни
Коммуникационные башни -
 Конструкции подстанций
Конструкции подстанций -
 Горячеоцинкованные болты для железных башен
Горячеоцинкованные болты для железных башен -
 Закладные детали фундаментов
Закладные детали фундаментов -
 Электротехнические железные аксессуары
Электротехнические железные аксессуары -
 Дорожная мониторинговая мачта
Дорожная мониторинговая мачта -
 Видеомачты
Видеомачты -
 Гибкие фотоэлектрические крепления
Гибкие фотоэлектрические крепления -
 Мачты для камер
Мачты для камер -
 Четырехтрубные коммуникационные башни
Четырехтрубные коммуникационные башни -
 Стальная угловая башня электроснабжения
Стальная угловая башня электроснабжения -
 Стальная трубчатая башня
Стальная трубчатая башня