




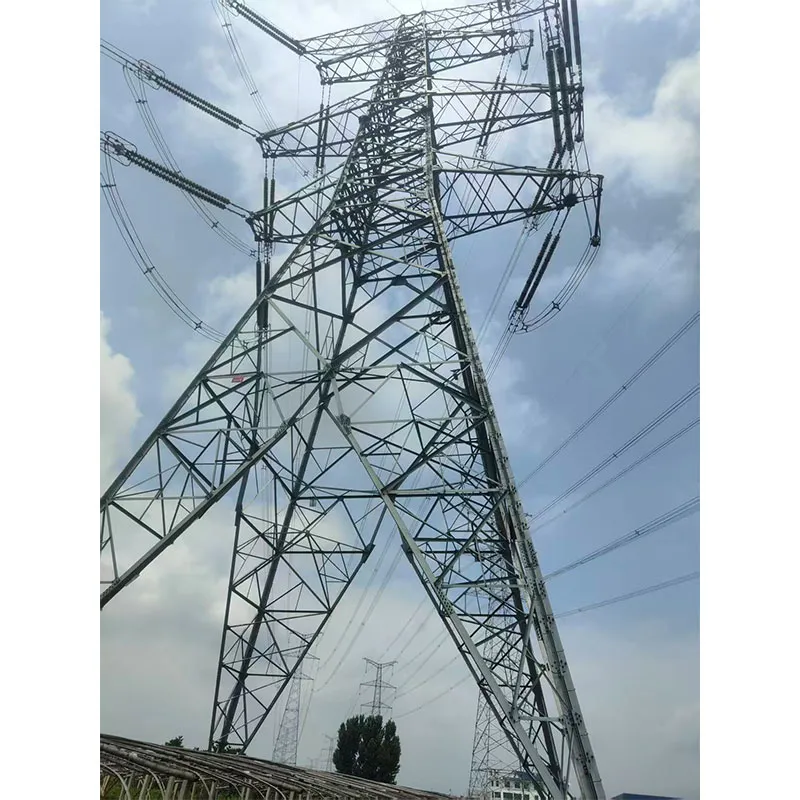
Стальные трубчатые решетчатые опоры для ЛЭП
Вот про что часто забывают, когда говорят про стальные трубчатые решетчатые опоры. Все думают, главное — чтобы выдержала вес проводов. А на деле, основная головная боль — это динамические нагрузки, ветер, гололед, да еще и в комбинации. И здесь как раз вся соль в конструкции решетки и качестве труб.
Чем трубчатая решетка отличается от обычной уголковой
Раньше-то повсеместно ставили опоры из уголка. Технология отработанная, но есть минусы. Большая парусность у самой конструкции, больше металлоемкость, а значит, и нагрузка на фундамент выше. И самое неприятное — уязвимость к коррозии в стыках.
Трубчатый профиль — это уже другой подход. Сечение замкнутое, жесткость лучше. При той же несущей способности можно сэкономить на металле, процентов на 15-20. Но здесь сразу встает вопрос соединений. Узлы, где сходятся три-четыре трубы под разными углами — это высший пилотаж для конструктора и сварщика.
Я помню один проект для трассы в районе с высокой влажностью. Заказчик настаивал на уголке, мол, дешевле. Но мы сделали сравнительный расчет по полному жизненному циклу с учетом покраски и будущего ремонта. Убедили, что трубчатая решетка с горячим цинкованием от ООО Шаньдун Цзиньэн Технолоджи в долгосрочной перспективе выгоднее. Их сайт, кстати, https://www.jnkj.ru, хорошо показывает, как современное оборудование, те же более 100 единиц цифровых станков, позволяют точно резать и готовить торцы труб под сложные узлы. Без этого — брак и перерасход.
Критичные точки, которые не увидишь в каталоге
Любой каталог покажет красивую 3D-модель. А на практике проблемы начинаются с мелочей. Например, дренажные отверстия. Если их неправильно разместить в нижней секции, внутри будет скапливаться конденсат. Зимой замерзнет — лед разорвет шов.
Или переходные элементы от трубчатого ствола к традиционной траверсе под изоляторы. Там возникает точка концентрации напряжений. Мы однажды наблюдали трещину как раз в таком месте после сильного шторма. Оказалось, производитель сэкономил на толщине стенки переходной втулки. Пришлось усиливать на месте бандажами, что, конечно, временное решение.
Поэтому сейчас при выборе поставщика мы всегда запрашиваем не только сертификаты на металл, но и протоколы испытаний именно сварных соединений на усталостную прочность. У того же ООО Шаньдун Цзиньэн Технолоджи в описании компании акцент на контрольно-измерительное оборудование — это верный знак. Значит, могут отследить качество шва по всей длине, а не выборочно.
Про фундаменты и монтаж
Облегченная конструкция опоры — это не повод экономить на фундаменте. Напротив. Из-за меньшего веса самой мачты повышаются требования к анкеровке против опрокидывающего момента. Особенно на слабых грунтах.
Был у нас печальный опыт на песчаных почвах. Фундамент сделали по типовому проекту, но не учли, что трубчатая опора, будучи легче, сильнее ?играет? на ветру. В итоге через два года обнаружили микроскопическую, но прогрессирующую просадку одной из опор в ряду. Пришлось делать инъекционное укрепление грунта, что в разы дороже, чем сразу заложить правильные сваи.
Отсюда вывод: проект опоры и проект фундамента должны делаться в одной связке, с единой цифровой моделью нагрузок. Идеально, когда производитель, как jnkj.ru, дает не просто опору, а техническое решение с расчетом под конкретные условия площадки.
Цинкование и покраска — спор без конца
Вечный вопрос: горячее цинкование или порошковая покраска? Для трубчатых решетчатых опор ответ, на мой взгляд, однозначен — только горячее цинкование. И вот почему.
Внутренние полости труб и закрытые углы решетки при покраске часто остаются слабо защищенными. А влага туда все равно попадет через микроскопические поры или технологические отверстия. И начинается коррозия изнутри, которую снаружи не видно, пока не станет поздно.
Горячее цинкование покрывает металл слоем сплава, причем покрытие образуется даже внутри, если правильно предусмотрены отверстия для входа и выхода цинка. Это защита на 30-50 лет. Да, после цинкования иногда красят для эстетики, но это уже второстепенно. Главный барьер — цинк.
На одном из объектов мы сравнивали опоры двух поставщиков через 5 лет эксплуатации в промышленной зоне. У окрашенных уже были очаги ржавчины в узлах. У оцинкованных — только матовый налет, защита цела. Вторую партию как раз поставляла компания с упором на цифровое производство, что, видимо, обеспечило равномерность подготовки поверхности перед цинкованием.
Будущее — за адаптивными конструкциями?
Сейчас много говорят про ?умные сети?. Но опора-то остается железной. Однако и здесь есть движение. Например, встраивание датчиков крена, напряжения в самые нагруженные узлы прямо на этапе производства. Для трубчатой опоры это проще — можно разместить сенсор внутри трубы, защитив его от внешней среды.
Мы участвовали в пилотном проекте по мониторингу таких опор. Датчики помогли зафиксировать аномальные вибрации на одной из мачт еще до визуальных признаков усталости металла. Возможно, скоро станет стандартом поставлять опору не как ?железку?, а как готовый узел с элементами диагностики.
В этом контексте потенциал у производителей с сильной технологической базой, как у упомянутой ООО Шаньдун Цзиньэн Технолоджи, выше. Когда у тебя более 100 единиц точного оборудования, интегрировать в процесс изготовления этап установки и калибровки сенсоров — задача решаемая. Это уже не просто сварка труб, а создание продукта с добавленной стоимостью.
Итоги, которые не подведешь
Так что, возвращаясь к началу. Стальные трубчатые решетчатые опоры — это не просто модная замена уголку. Это более технологичное решение, которое требует от всех — от проектировщика до монтажника — более высокого уровня компетенции. Экономия на металле не должна перекрываться рисками на стыках или фундаменте.
Успех проекта зависит от деталей: качества реза трубы, контроля сварного шва, метода антикоррозионной защиты. И здесь как раз видна разница между цехом, который гнет уголок, и современным производством, где работа ведется с цифровой моделью от начала до конца.
Поэтому выбор поставщика сегодня — это в большей степени выбор его технологической культуры и оснащенности. Проверяйте не только цену за тонну, а что стоит за этой тонной. Как готовят металл, как контролируют, какие допуски выдерживают. Остальное, как говорится, приложится. И опора простоит десятилетия, не напоминая о себе.
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продукты-
 Анкерные болты
Анкерные болты -
 Гибкие фотоэлектрические крепления
Гибкие фотоэлектрические крепления -
 Конструкции подстанций
Конструкции подстанций -
 Закладные детали фундаментов
Закладные детали фундаментов -
 Закладные детали фотоэлектрических фундаментов
Закладные детали фотоэлектрических фундаментов -
 Четырехтрубные коммуникационные башни
Четырехтрубные коммуникационные башни -
 Стальная трубчатая башня
Стальная трубчатая башня -
 Видеомачты
Видеомачты -
 Дорожная мониторинговая мачта
Дорожная мониторинговая мачта -
 Стальная угловая башня электроснабжения
Стальная угловая башня электроснабжения -
 Электротехнические железные аксессуары
Электротехнические железные аксессуары -
 Мачты для камер
Мачты для камер