




производство опор для лэп
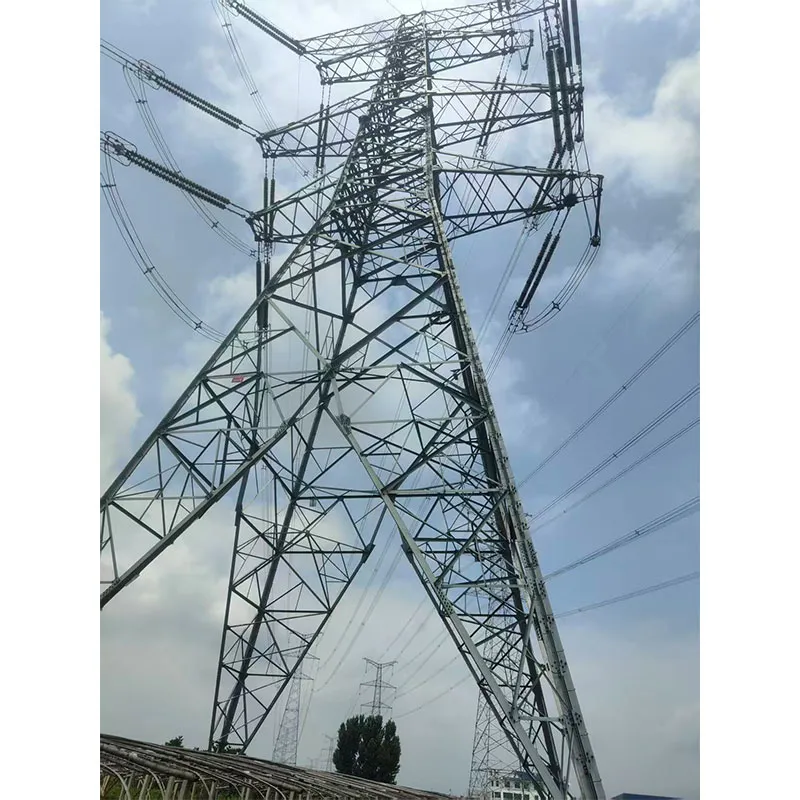
Когда говорят про производство опор для ЛЭП, многие сразу представляют цех, грохот и гору металла. Но на деле, ключевое часто не в сварном шве, а в инженерном расчете и понимании, как эта конструкция поведет себя через 20 лет в болотистой местности под ледяным дождем. Ошибка многих новичков — гнаться за тоннажем, забывая про усталость металла и логистику до самой удаленной подстанции.
От чертежа до первой партии: где кроются подводные камни
Начинается все, конечно, с ТУ и серии. Но вот что редко обсуждают: даже утвержденная документация может содержать нестыковки, которые всплывут только на этапе сборки первой опытной секции. Например, расхождение в отверстиях под болты крепления траверс — мелочь, которая оборачивается часами ручной доработки и сорванными сроками. Мы однажды столкнулись с тем, что в проекте не был учтен монтажный зазор для установки изоляторов на уже собранной опоре. Пришлось оперативно разрабатывать технологическую оснастку для сборки ?вверх ногами?.
Здесь важна оснастка цеха. Если говорить о серьезных объемах, то без координатно-пробивных прессов с ЧПУ и современных линий резки — никуда. Ручная разметка и газорезка — это путь к погрешностям, которые потом накапливаются как снежный ком. Китайские аналоги станков иногда выручают по цене, но их точность и, главное, стабильность этой точности после полугода интенсивной работы — большой вопрос. Поэтому многие переплачивают за европейское или японское оборудование, особенно для ответственных узлов.
Интересный опыт был с компанией ООО Шаньдун Цзиньэн Технолоджи. Смотрел их сайт https://www.jnkj.ru — они заявляют о парке более 100 единиц цифрового оборудования. Для производства опор это критически важно. Цифровая резка с программным управлением гарантирует, что каждая стойка ствола для однотипной опоры будет идентичной. Это не про красоту, а про скорость монтажа на трассе. Монтажники не должны с кувалдой подгонять отверстия на высоте 20 метров.
Материалы: не вся сталь 09Г2С одинакова
Казалось бы, марка стали предписана нормами. Но вот толщина листа, допустимые отклонения по химическому составу в партии, качество оцинковки — здесь поле для настоящих битв с поставщиками. Помню историю, когда мы получили партию металла с идеальными сертификатами, но при гибке заготовок пошла микротрещина. Лаборатория показала повышенное содержание серы. Поставщик отнекивался, мол, в пределах ГОСТ. Но для опор для ЛЭП, работающих на изгиб и вибрацию, это недопустимо. С тех пор внедрили выборочный спектральный анализ каждой пятой плавки на входном контроле.
Горячее цинкование — отдельная тема. Толщина покрытия, равномерность, качество обезжиривания перед процессом. Плохая подготовка поверхности — и цинк отслаивается чешуей через год. Видел такие опоры на одной из старых подстанций: ржавые потёки, хотя срок службы покрытия далеко не вышел. Это прямой риск аварии из-за коррозии несущего элемента.
Тут опять же, возвращаясь к вопросу оснащения. Если у производителя, как у упомянутой Шаньдун Цзиньэн Технолоджи, есть свое современное контрольно-измерительное оборудование, он может держать этот процесс на замке. Замерить толщину покрытия ультразвуком в ключевых точках, провести испытание на адгезию — это must have, а не опция.
Сборка и логистика: то, что не видно в цехе
Собрать красивую опору в цехе — полдела. Как ее упаковать, погрузить и доставить на объект без повреждений антикоррозийного покрытия? Однажды отгрузили партию стоек, упакованных в мягкие стропы. При разгрузке крановщик немного пережал — и на нескольких стойках появились вмятины с сорванным цинком. Пришлось организовывать на месте ремонтный участок с грунтовкой и холодным цинкованием. Убытки и репутационные потери. Теперь только жесткая деревянная обрешетка в ключевых точках и строгий протокол погрузки.
Маркировка каждой детали — кажется ерундой. Но попробуйте разобраться в куче похожих элементов на монтажной площадке в степи под ветром. Бирки должны быть металлическими, приваренными в неуязвимом месте, с читаемым шифром, который однозначно отсылает к чертежу и партии. Это экономит недели монтажного времени.
Логистика высоты и габаритов. Проектировщик может нарисовать прекрасную 35-метровую многоствольную опору, но как ее везти? Приходится дробить на секции, но стыки должны быть технологичными для монтажа в полевых условиях, часто без тяжелого кранового оборудования. Иногда оптимальнее спроектировать не самую легкую конструкцию, но такую, которую можно собрать из более коротких и удобных для перевозки элементов.
Контроль качества: не для галочки в документах
Многие думают, что ОТК — это те, кто ходит с молотком и мерит сварные швы шаблоном. Сегодня это в корне не так. Современный контроль — это в первую очередь система. Отслеживание каждой детали от листа металла до отгрузки. Ультразвуковой контроль сварных соединений не выборочный, а на всех ответственных швах. Особенно в узлах, работающих на переменные нагрузки.
Важный момент — испытания опытного образца. Да, это дорого и долго. Но нагрузить опору расчетными усилиями в разных плоскостях, смоделировав обледенение и ветровую нагрузку, — единственный способ быть уверенным в расчетах. Мы как-то сэкономили на этом этапе для одной серии промежуточных опор. Вроде бы все по нормам. А в первую же зиму с мокрым снегом несколько опор дали недопустимый прогиб. Хорошо, без обрыва проводов. Пришлось срочно разрабатывать и устанавливать дополнительные оттяжки. Дешевле было бы один раз испытать.
В этом контексте наличие у производителя собственной лаборатории и испытательного стенда — огромный плюс. Это говорит о том, что компания вкладывается не только в производство опор как таковое, но и в их надежность. На том же сайте jnkj.ru акцент на контрольно-измерительное оборудование — это правильный сигнал для потенциального заказчика, который понимает суть вопроса.
Вместо заключения: мы делаем не железки, мы делаем надежность
Так что, если резюмировать разрозненные мысли... Производство опор для ЛЭП — это не металлообработка в чистом виде. Это дисциплина на стыке инженерии, материаловедения, логистики и даже климатологии. Можно сделать дешевле, срезав углы на контроле или взяв материал поплоше. Но опора — это элемент системы, которая должна стоять десятилетиями в любых условиях. Ее отказ — это не просто замена столба, это блэкаут, убытки для экономики, возможно, и жизни.
Поэтому выбор подрядчика — это всегда взвешивание. Не только цены за тонну. А того, есть ли у него свои мощности для полного цикла, от цифрового проектирования и резки до контроля и испытаний. Способен ли он не просто повторить чертеж, а предложить технологическое решение для сложного узла. Готов ли отвечать за свою продукцию через много лет. Вот на это и стоит смотреть, когда видишь красивые картинки готовых опор на сайте любого завода.
Лично для меня показатель — детали. Как организована маркировка, как упакованы детали для отгрузки, есть ли фото- и видеофиксация ключевых этапов контроля. Это мелочи, которые не входят в ТУ, но которые кричат об отношении к делу громче любых рекламных слоганов.
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продукты-
 Мачты для камер
Мачты для камер -
 Закладные детали фотоэлектрических фундаментов
Закладные детали фотоэлектрических фундаментов -
 Стальная трубчатая башня
Стальная трубчатая башня -
 Видеомачты
Видеомачты -
 Коммуникационные башни
Коммуникационные башни -
 Гибкие фотоэлектрические крепления
Гибкие фотоэлектрические крепления -
 Анкерные болты
Анкерные болты -
 Стальная угловая башня электроснабжения
Стальная угловая башня электроснабжения -
 Четырехтрубные коммуникационные башни
Четырехтрубные коммуникационные башни -
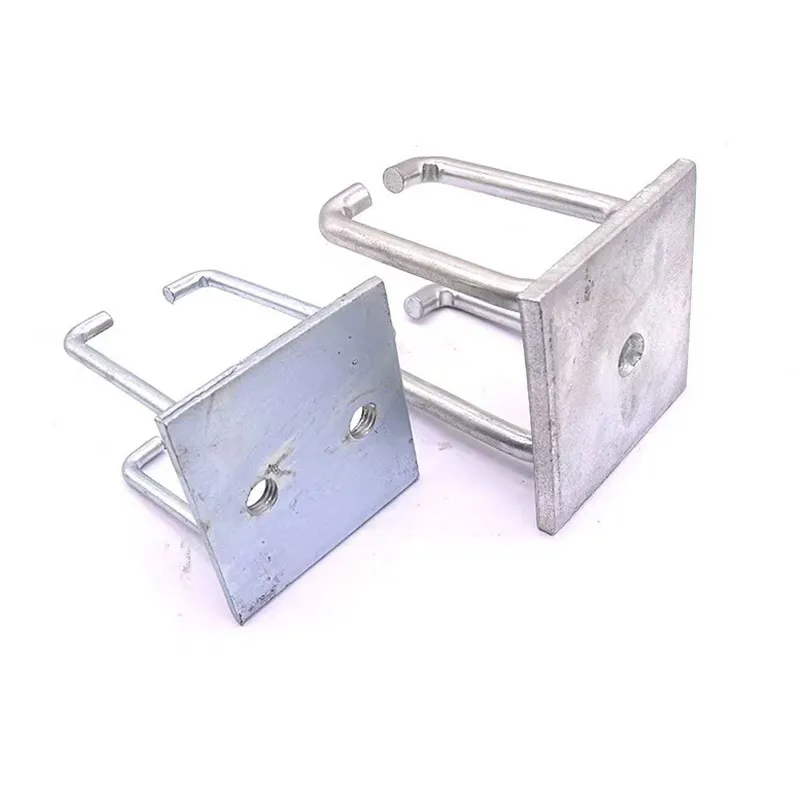 Закладные детали фундаментов
Закладные детали фундаментов -
 Конструкции подстанций
Конструкции подстанций -
 Горячеоцинкованные болты для железных башен
Горячеоцинкованные болты для железных башен