




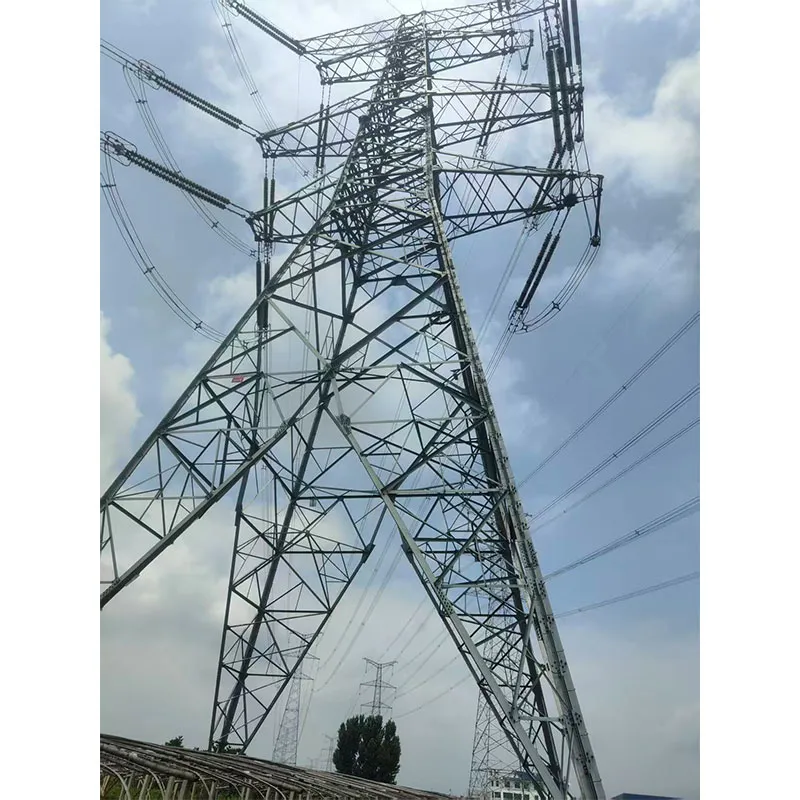
опоры решетчатые линий электропередачи
Когда говорят про опоры решетчатые линий электропередачи, многие представляют просто сваренные уголки, этакую ?эстакадную лестницу? в поле. На деле же — это сложнейший инженерный узел, где каждый узел, каждый раскос, каждый пояс работает на растяжение-сжатие, на ветровую и гололедную нагрузку. И главная ошибка новичков — недооценивать влияние качества изготовления и контроля на конечную надежность. Можно взять отличную сталь, но если сварной шов где-то в середине проварен не до конца, или геометрия секции ?ушла? на пару градусов, вся трудоемкость монтажа может пойти насмарку, а в перспективе — это риск аварийного отклонения.
От чертежа до металла: где кроются ?подводные камни?
Работал с разными производителями. Бывало, привезут на объект секции опор, а при сборке — отверстия не совпадают на сантиметр-полтора. Начинаешь разбираться: то ли разметка кривая на заводе, то ли при резке ?повело? металл. В итоге монтажники на месте автогеном дорабатывают, ослабляя конструкцию. Или другая история — с антикоррозийным покрытием. По проекту — горячее цинкование. А на деле приходит партия, где на стыках, внутри замкнутых контуров, цинк лег неравномерно, видны потеки и непрокрасы. Через пару лет в этих местах пошла рыжая ?паутинка?. Казалось бы, мелочь, но для опоры, рассчитанной на 50 лет службы в агрессивной среде, это начало конца.
Поэтому сейчас для серьезных проектов мы всегда смотрим не только на сертификаты, но и на производственные возможности поставщика. Вот, к примеру, китайская компания ООО Шаньдун Цзиньэн Технолоджи (https://www.jnkj.ru). В их описании зацепила фраза про более 100 единиц цифрового оборудования. Для изготовления опор решетчатых это не просто ?штамповка?. Если у них стоит современное оборудование для плазменной или лазерной резки с ЧПУ, точность раскроя уголка и полосы будет на порядок выше. А автоматизированные линии сварки под флюсом для поясов — это уже гарантия однородности шва по всей длине. Конечно, оборудование — это лишь инструмент. Важны еще и технологические карты, и контроль на каждом переходе. Но без современной базы сложно говорить о стабильном качестве больших партий.
Помню случай на трассе ВЛ 220 кВ в Сибири. Заказчик сэкономил, взял опоры у кустарного производителя. Зимой, после сильного мокрого снегопада с ветром, одна из промежуточных опор дала крен. При обследовании выяснилось, что в узле соединения раскоса с поясом была внутренняя непроварка, не видимая при внешнем осмотре. Снеговая шапка создала дополнительный изгибающий момент, шов пошел трещиной. Хорошо, что не было обрыва проводов. После этого инцидента техотдел у нас ужесточил требования к ультразвуковому контролю сварных соединений для критичных узлов, особенно в хладноломких зонах.
Геометрия и монтаж: две стороны одной медали
Идеально сделанные на заводе секции — это только половина успеха. Вторая половина — правильная сборка в ?поле?. Здесь своя специфика. Бывает, фундаменты под опорные плиты выведены с небольшим перекосом. Если монтировать секции ?в лоб?, не компенсируя эту погрешность на первых поясах, верх опоры может уйти от вертикали за пределы допуска. Приходится использовать талрепы, домкраты, подкладывать регулировочные прокладки из нержавейки. Это кропотливая работа, которую часто пытаются проигнорировать, торопясь сдать объект.
Еще один момент — стыковка секций между собой. Болтовые соединения должны затягиваться с расчетным усилием. Перетянешь — сорвешь резьбу или создашь излишние напряжения в элементе. Недотянешь — соединение будет ?играть? под динамической нагрузкой от проводов. Мы для ответственных соединений давно перешли на динамометрические ключи с цифровой индикацией. Да, дороже, но зато нет субъективного фактора ?мне кажется, уже туго?.
И конечно, нельзя забывать про оттяжки. Для высоких и тяжелых решетчатых опор анкерного типа оттяжки — это элемент, обеспечивающий пространственную жесткость. Их монтаж под правильным углом, натяжение с помощью динамометров — целая наука. Видел, как из-за неправильно заанкеренной оттяжки (в рыхлый грунт без должного бетонного массива) опора после урагана сложилась, как карточный домик. Проектировщики заложили одно, а монтажники, столкнувшись со скальным грунтом, просто укоротили закладную деталь, решив, что ?и так держать будет?. Не держало.
Материалы и защита: долговечность в деталях
Сталь марки С345 — это уже стандарт для ответственных ВЛ. Но и здесь есть нюансы. Устойчивость к хрупкому разрушению при низких температурах (особенно для северных регионов) — критичный параметр. Нужно смотреть не только на сертификат, но и на результаты испытаний образцов из конкретной плавки. Работая с поставщиками вроде упомянутой Шаньдун Цзиньэн Технолоджи, всегда запрашиваю протоколы механических испытаний и ударной вязкости при отрицательных температурах. Если у компании есть свое контрольно-измерительное оборудование, и они эти тесты проводят на потоке, а не выборочно ?для галочки? — это серьезный плюс к доверию.
Горячее цинкование — лучшая защита, спору нет. Но его качество зависит от подготовки поверхности (травление, промывка, флюсование) и от режима в цинковой ванне. Толщина покрытия по ГОСТ — не просто цифра. На кромках реза, на острых углах она всегда меньше. Хороший производитель это знает и использует техпроцессы, которые минимизируют этот эффект, например, притупление острых кромок до цинкования. После цинкования часто требуется транспортировка на большие расстояния. Здесь важна правильная упаковка и строповка, чтобы не содрать покрытие тросами. Лучше использовать мягкие стропы и деревянные прокладки.
Альтернатива — лакокрасочные покрытия. Для особо агрессивных сред (побережье, промышленные зоны) иногда применяют комбинированные системы: цинковый грунт + эпоксидное промежуточное покрытие + полиуретановый финишный слой. Но это в разы дороже, и требует идеальной подготовки поверхности дробеструйной очисткой. Решение всегда принимается на основе ТУ проекта и коррозионной карты района.
Логистика и подготовка к монтажу
Габариты и вес секций опор ЛЭП — это отдельная головная боль для логиста. Длина пояса может достигать 12-15 метров. Нужен специальный длинномерный транспорт, согласование маршрутов, иногда — сопровождение ГИБДД. Погрузо-разгрузочные работы должны вестись краном соответствующей грузоподъемности, чтобы не было перекосов и деформаций. На площадку складирования секции укладываются на деревянные подкладки, чтобы не контактировать с землей. Желательно — под навесом, чтобы избежать скопления воды во вмятинах и стыках до монтажа.
Перед началом сборки обязательна проверка комплектности и визуальный осмотр. Ищем повреждения при транспортировке, сколы покрытия, геометрию (можно промерить диагонали секций). Все болты, гайки, шайбы должны быть оцинкованы и соответствовать проекту по классу прочности. Лучше, если они поставляются в запечатанной таре, а не россыпью в мешках, где уже может начаться коррозия.
Часто на объекте нет идеально ровной площадки для предварительной сборки больших узлов. Приходится импровизировать, использовать временные подмости и леса. Главное здесь — обеспечить безопасность рабочих и не допустить падения или перекоса уже собранных элементов. Падение даже одной крупной секции ведет к неремонтопригодным повреждениям.
Взгляд в будущее: цифровизация и новые решения
Тренд последних лет — это не просто изготовить опору, а вести ее цифровой паспорт или двойник. Когда от этапа резки до окончательного монтажа каждый элемент имеет свою маркировку, а данные о материалах, сварке, контроле заносятся в общую базу. Это позволяет отслеживать историю и в будущем, при диагностиках, точно знать ?биографию? каждой конструкции. Компании, которые инвестируют в цифровое производство, как раз идут по этому пути. Это не для галочки, а реальный инструмент управления жизненным циклом.
Появляются и новые конструктивные решения. Например, использование более высокопрочных сталей, что позволяет делать элементы тоньше и легче без потери несущей способности. Или гибридные опоры, где часть элементов — решетчатые из стали, а часть — из композитных материалов для особых условий (например, диэлектрические траверсы). Но фундамент всего этого — по-прежнему качественное изготовление классических решетчатых опор. Без этого все инновации повисают в воздухе.
В итоге, возвращаясь к началу. Опоры решетчатые линий электропередачи — это продукт, где важен каждый этап: от проектного расчета и выбора поставщика с современными мощностями (как те же 100+ единиц оборудования у Шаньдун Цзиньэн Технолоджи) и культурой контроля, до грамотного монтажа и приемки. Это не товар, который можно просто купить по наименьшей цене. Это основа надежности энергосистемы на десятилетия. И опыт, часто горький, учит нас не экономить на этой основе.
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продукты-
 Гибкие фотоэлектрические крепления
Гибкие фотоэлектрические крепления -
 Четырехтрубные коммуникационные башни
Четырехтрубные коммуникационные башни -
 Видеомачты
Видеомачты -
 Электротехнические железные аксессуары
Электротехнические железные аксессуары -
 Стальная угловая башня электроснабжения
Стальная угловая башня электроснабжения -
 Анкерные болты
Анкерные болты -
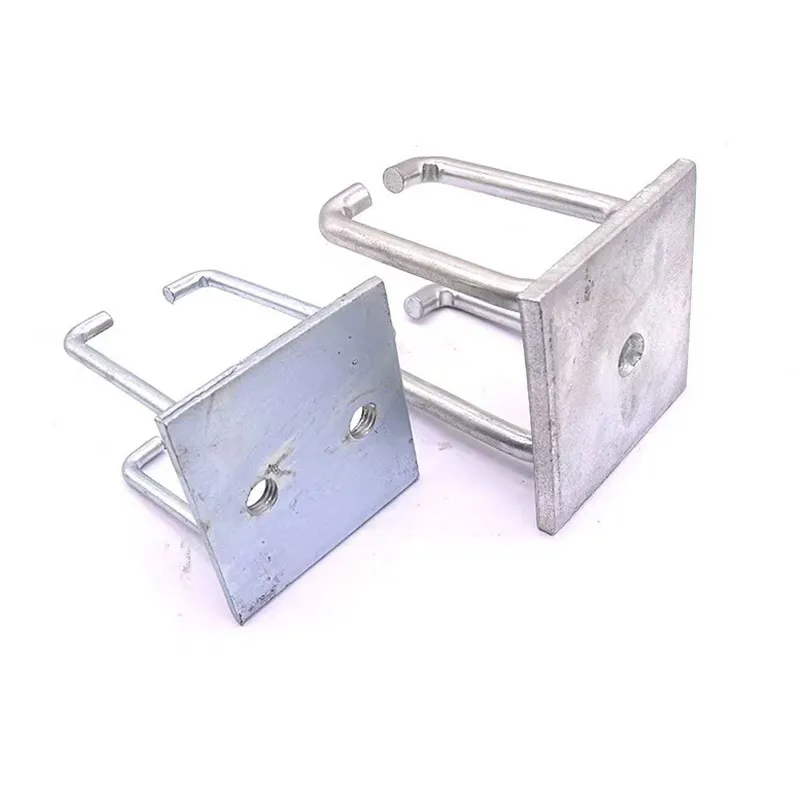 Закладные детали фундаментов
Закладные детали фундаментов -
 Стальная трубчатая башня
Стальная трубчатая башня -
 Мачты для камер
Мачты для камер -
 Конструкции подстанций
Конструкции подстанций -
 Коммуникационные башни
Коммуникационные башни -
 Горячеоцинкованные болты для железных башен
Горячеоцинкованные болты для железных башен