




опоры лэп 500 кв
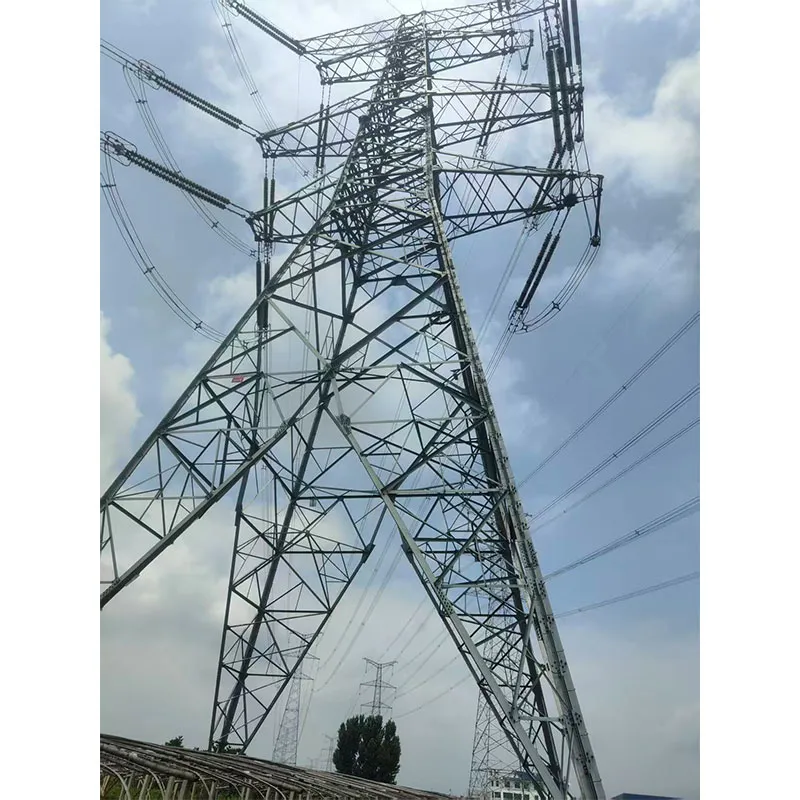
Когда говорят 'опоры лЭп 500 кв', многие сразу представляют просто массивные металлические конструкции. Но в этом и кроется главный профессиональный подвох — свести всё лишь к габаритам и весу. На деле, каждая такая опора, особенно для линий сверхвысокого напряжения, это сложный инженерный узел, где расчёт на ветровые и гололёдные нагрузки, коррозионную стойкость, удобство монтажа и даже логистику к месту установки часто важнее, чем просто 'побольше металла'. Сам видел, как проекты, казалось бы, с хорошим запасом прочности, на этапе эксплуатации начинали 'капризничать' из-за недооценки местных грунтовых условий или специфики монтажа в сложном рельефе. Вот об этих нюансах, которые в каталогах не всегда пишут, и хочется порассуждать.
От чертежа до поля: где теория встречается с реальностью
Возьмём, к примеру, классические стальные решётчатые опоры для 500 кВ. В проекте всё гладко: марка стали, сечения уголков, узлы креплений. Но когда начинаешь заниматься закупкой или контролем производства, вылезают детали. Не всякая производственная площадка может обеспечить идеальную геометрию секций при такой длине и массе — потом на монтаже бригады мучаются, стыкуя перекошенные элементы. Или сварные швы: по ГОСТу одно, а на практике, особенно при минусовых температурах, качество шва может 'поплыть', если не контролировать каждый этап термообработки. Мы как-то работали с поставщиком, который формально все сертификаты предоставлял, но на объекте пришлось усиливать несколько узлов уже по месту, потому что расчётная жёсткость в узлах крепления траверс не выходила — вибрация от проводов была выше ожидаемой.
Здесь, кстати, полезно обращать внимание на компании, которые вкладываются именно в технологичность производства. Видел в работе продукцию от ООО Шаньдун Цзиньэн Технолоджи — у них как раз упор на современное цифровое оборудование для резки, гибки и сварки. Это не реклама, а наблюдение: когда детали изготавливаются с высокой точностью на ЧПУ-станках, это резко снижает риски на сборке. У них на сайте, https://www.jnkj.ru, видно, что парк из более чем 100 единиц такого оборудования — это серьёзная заявка на контроль качества от заготовки до готовой секции. Для ответственных опор лэп 500 кв такой подход критически важен.
А ещё есть момент с защитными покрытиями. Горячее цинкование — стандарт де-факто. Но толщина слоя и подготовка поверхности — это поле для экономии со стороны недобросовестного производителя. Помню случай в Сибири: опоры, установленные 7 лет назад, начали проявлять очаги коррозии в местах, где цинковый слой был тоньше, особенно на торцах элементов. Пришлось организовывать внеплановую обработку. Теперь всегда настаиваю на выборочном контроле толщины покрытия не в цеху, а уже на готовой к отгрузке партии.
Бетон vs. Металл: неочевидный выбор для 500 кВ
Многие заказчики по инерции считают, что для таких напряжений — только металл. Однако, современные центрифугированные железобетонные стойки (типа СВР) — это очень достойная альтернатива, особенно для прямых участков трассы. Их главный плюс — практически нулевые эксплуатационные затраты на защиту от коррозии. Поставил и забыл на 50 лет. Но и тут свои 'но'.
Основная проблема — логистика и монтаж. Длина такой стойки для опор лэп 500 кв может достигать 30 метров, вес — под 20 тонн. Нужен специальный транспорт, подготовленные подъездные пути и мощная крановая техника. Однажды наблюдал, как из-за желания сэкономить на аренде более мощного крана, пытались 'дотянуть' стойку более слабым — в итоге трещина по телу стойки при подъёме. Убытки перекрыли всю экономию. Поэтому выбор в пользу бетона должен быть подкреплён тщательным анализом доступности трассы.
Ещё один нюанс — производственный брак, который может проявиться только на объекте. В бетоне это внутренние раковины или неравномерность толщины стенки, которые снижают несущую способность. Контроль здесь сложнее, чем у металла. Хорошие производители, те же, кто обладает большим парком контрольно-измерительного оборудования, проводят ультразвуковой контроль каждой стойки. Это тот случай, когда наличие у компании, как у упомянутой ООО Шаньдун Цзиньэн Технолоджи, современной измерительной базы напрямую влияет на надёжность конечного продукта. Бетонная опора — это не 'налил и готово', это высокотехнологичное изделие.
Узлы крепления и арматура: мелочи, которые ломают график
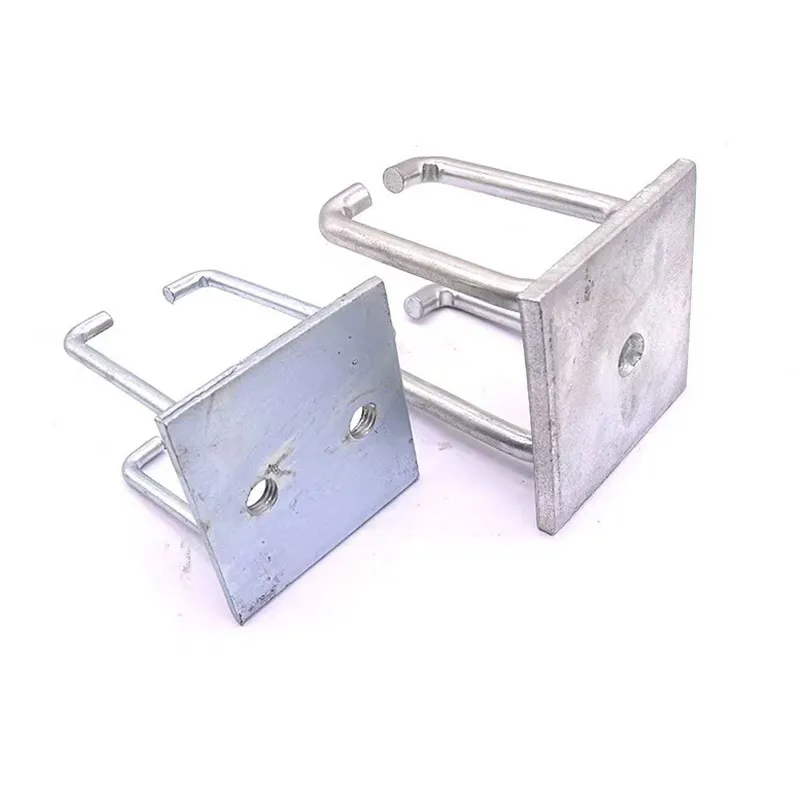
Часто основное внимание — на саму опору, а вся арматура (тарельчатые изоляторы, гирлянды, зажимы, траверсы) идёт как бы 'в комплекте' по умолчанию. Это опасное упрощение. Для 500 кВ механические и электрические нагрузки на арматуру колоссальны. Несоответствие, скажем, прочности на выдергивание у анкерного болта или коррозионной стойкости траверсы может привести к аварии.
Был у меня печальный опыт с партией оцинкованных траверс от одного поставщика. Цинк был нанесён, но без фосфатирования, и краска на объекте (уже силами монтажников) легла плохо. Через пару лет в агрессивной промышленной атмосфере пошли подтёки ржавчины. Пришлось менять. С тех пор всегда смотрю не только на основной металл опор, но и на технологическую карту обработки всей сопутствующей арматуры. Идеально, когда один производитель отвечает за весь комплект — от опоры до последнего болта. Это снижает риски нестыковок по материалам и гарантиям.
Отдельная песня — фундаменты. Тип фундамента (свайный, массивный, анкерный) должен быть привязан к отчёту по геологии именно в точке установки каждой опоры. Обобщение по трассе — бич многих проектов. На одной и той же линии могут быть и скала, и вечномёрзлые грунты, и плавуны. Универсального решения нет. Экономия на изысканиях потом выливается в кренящиеся опоры или перерасход бетона там, где можно было обойтись меньшим.
Взгляд в будущее: цифровизация и мониторинг
Современные тенденции — это не только прочность, но и 'интеллект'. Внедрение систем мониторинга напряжений в элементах опор лэп 500 кв, датчиков крена и вибрации — это уже не фантастика. Особенно актуально для переходов через реки, автомобильные магистрали или в сейсмоопасных районах. Данные с таких датчиков позволяют перейти от планово-предупредительного ремонта к ремонту по фактическому состоянию.
Но здесь опять упираемся в качество изготовления. Чтобы интегрировать, например, волоконно-оптические датчики в тело бетонной стойки или приварить площадку для датчика к стальной конструкции без нарушения защитного покрытия, нужно высокоточное производство. Компании, которые инвестируют в цифровое производство, как раз имеют преимущество для таких комплексных решений. Они могут на этапе проектирования и изготовления заложить необходимые технологические узлы для будущего мониторинга.
В итоге, выбор и работа с опорами для ЛЭП 500 кВ — это постоянный баланс между нормативами, экономикой, логистикой и долгосрочной надёжностью. Нельзя слепо доверять только расчётным нагрузкам на бумаге. Нужно понимать, как опора будет вести себя в реальном цикле 'производство — транспортировка — монтаж — 30 лет эксплуатации в мороз и соль'. И ключевое звено здесь — производитель, который мыслит теми же категориями полного жизненного цикла, а не просто продаёт тонны металлопроката. Именно поэтому сейчас всё чаще смотрят в сторону поставщиков с полным технологическим циклом и серьёзной метрологической базой, где каждый этап, от чертежа до отгрузки, находится под контролем.
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продукты-
 Четырехтрубные коммуникационные башни
Четырехтрубные коммуникационные башни -
 Гибкие фотоэлектрические крепления
Гибкие фотоэлектрические крепления -
 Конструкции подстанций
Конструкции подстанций -
 Стальная трубчатая башня
Стальная трубчатая башня -
 Дорожная мониторинговая мачта
Дорожная мониторинговая мачта -
 Стальная угловая башня электроснабжения
Стальная угловая башня электроснабжения -
 Электротехнические железные аксессуары
Электротехнические железные аксессуары -
 Закладные детали фотоэлектрических фундаментов
Закладные детали фотоэлектрических фундаментов -
 Закладные детали фундаментов
Закладные детали фундаментов -
 Видеомачты
Видеомачты -
 Мачты для камер
Мачты для камер -
 Анкерные болты
Анкерные болты