




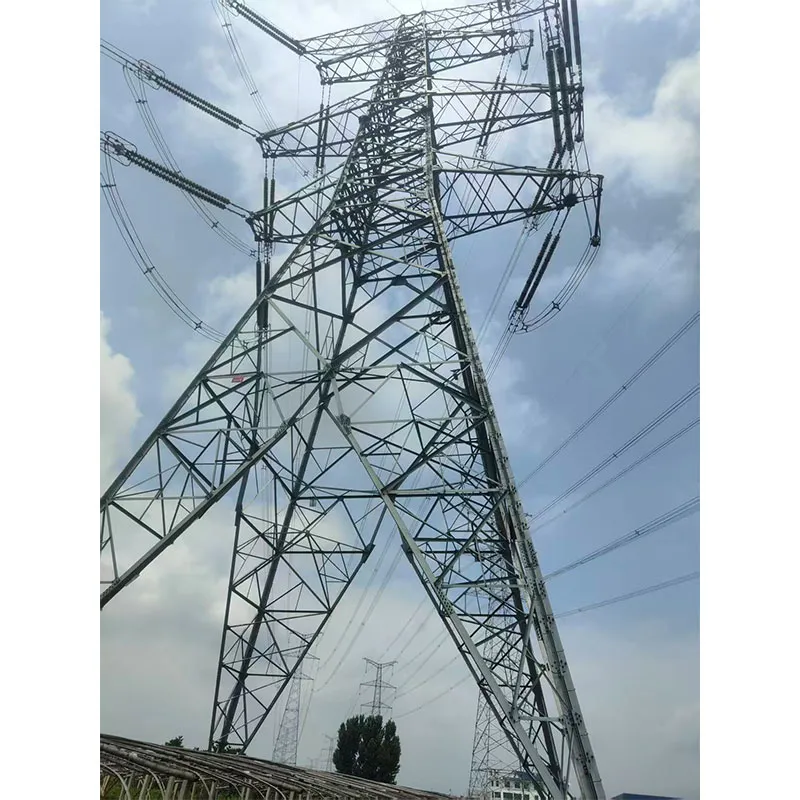
опоры лэп 220
Когда слышишь ?опоры лэп 220?, многие представляют просто набор металлических уголков, сваренный в треугольник. На деле же — это целая инженерная история, где каждый узел, от фундамента до траверсы, просчитан на ветровые, гололёдные и даже сейсмические нагрузки. Частая ошибка — думать, что главное — это сталь марки С345, а всё остальное ?приложится?. Нет, тут важен и профиль, и качество оцинковки, и даже последовательность сборки на полигоне. Сам видел, как из-за неверно подобранной консоли на готовой линии уже под напряжением начался недопустимый ?вибрационный танец? проводов — пришлось экстренно останавливать и перевешивать. Вот об этих нюансах, которые в каталогах часто не пишут, и хочу порассуждать.
Конструктив: что скрывается за типовыми чертежами
Возьмём, к примеру, типовую промежуточную опору П220-1. Чертежи есть у всех, но тонкость в деталях. Например, база. Для слабых грунтов часто идёт вариант с анкерными болтами на массивной железобетонной плите, а не просто стакан. И вот здесь многие производители экономят на толщине металла башмака, что потом при монтаже краном выливается в деформацию. Приходилось править такие ?косяки? уже на месте, с помощью домкратов и газовых горелок — удовольствие ниже среднего.
Ещё момент — траверсы. Казалось бы, труба да труба. Но если использовать не бесшовную, а сварную трубу с некачественным швом, то под нагрузкой от проводов АС-400/51, да ещё при обледенении, может случиться неприятность. Шов начинает ?ползти?. Поэтому сейчас мы в спецификациях жёстко прописываем не только марку стали, но и способ производства основных несущих элементов. Кстати, неплохо себя показывают траверсы от ООО Шаньдун Цзиньэн Технолоджи — у них как раз упор на контроль качества сварных соединений, что видно по швам.
И конечно, антикоррозийка. Горячее цинкование — стандарт. Но толщина слоя — это святое. Помню проект в приморской зоне, где заказчик сэкономил, взяв опоры с тонким слоем цинка. Через 5 лет вместо конструкций был ржавый остов. Переустройство линии обошлось в разы дороже. Теперь всегда требуем протоколы измерений толщины покрытия, желательно не с одного образца, а выборочно с разных партий.
Монтаж: где теория расходится с практикой
Самая красивая опора, испорченная кривым монтажом, — это головная боль на десятилетия. Первое — фундаменты. Геология часто преподносит сюрпризы. Было у нас: по изысканиям — суглинок, начали бурить — через метр пошёл плывун. Пришлось на ходу менять тип фундамента на свайный, что сдвинуло все графики и бюджеты. Вывод: даже при наличии типовых решений всегда должен быть запасной вариант ?в столе?.
Сборка. Идеально, когда она идёт ?на земле? целиком, потом установка краном. Но на узкой просеке в лесу или в горной местности такой фокус не пройдёт. Собирают поярусно. И вот здесь критична точность отверстий под болты. Если на заводе их наштамповали с перекосом, монтажники начинают ?долбить? отверстия или ставить болты меньшего диаметра, убивая расчётную прочность узла. Контроль геометрии на производстве — это не просто галочка для ОТК.
Выверка положения. После установки опору надо выставить строго вертикально. Кажется, что это просто. Но если бригада поторопится и недотянет расчатки или недобетонирует стакан, то после натяжения проводов получится устойчивый крен. Исправлять это под напряжением — та ещё задача. Поэтому всегда настаиваю на присутствии своего технадзора на критических этапах, даже если подрядчик ?тысячу раз это делал?.
Взаимодействие с поставщиками: не только цена
Рынок насыщен предложениями, но надёжных игроков, которые понимают суть, а не просто гонят тоннаж, не так много. Цена за тонну — важный, но не единственный критерий. Гораздо важнее готовность поставщика обсуждать нестандартные узлы или адаптировать конструкцию под конкретные условия площадки. Мелочь вроде дополнительных монтажных отверстий для удобства подъёма может сэкономить кучу времени на трассе.
Здесь стоит отметить подход некоторых производителей, например, того же ООО Шаньдун Цзиньэн Технолоджи. У них на сайте https://www.jnkj.ru видно, что делают ставку на современное оборудование для резки и сварки с ЧПУ. Это не просто для галочки — цифровое производство даёт стабильную геометрию, а значит, меньше проблем при сборке. Их аргумент про ?более 100 единиц цифрового производственного и контрольно-измерительного оборудования? — это как раз про повторяемость качества, что для серийных опор крайне важно.
Но даже с хорошим поставщиком нужно говорить на одном языке. Я всегда прошу предоставить не только сертификаты на металл, но и фотоотчёты по ключевым этапам производства первой опоры из партии. Особенно по узлам соединения поясов в замок и оцинковке. Это помогает выловить потенциальные косяки ещё до отгрузки.
Типичные проблемы в эксплуатации и как их избежать
Ни одна конструкция не идеальна. У опор ЛЭП 220 кВ есть свои ?болезни?. Одна из них — вибрация проводов, ведущая к усталостным разрушениям в местах крепления к траверсе. Стандартные гасители вибрации иногда не справляются, особенно при частых ветрах определённого направления. Приходится дополнять их или менять на демпфирующие зажимы другого типа. Это не всегда закладывается в первоначальный проект, но приходит с опытом эксплуатации на конкретной местности.
Коррозия в местах повреждения цинкового слоя. Чаще всего это происходит при транспортировке или монтаже. Царапина — и через несколько лет там очаг ржавчины. Сейчас многие ответственные производители, включая упомянутую компанию, комплектуют поставку ремонтным составом для цинкования ?холодным? способом. Обязательно требуйте этот комплект в поставке и используйте его на всех сколах перед вводом в эксплуатацию.
Ещё одна головная боль — вандализм и кража элементов. Особенно страдают болты для заземления и элементы решётки в нижней части. Кажется, мелочь, но снижает жёсткость. Бороться сложно, но помогает установка противовандальных метизов (с головкой под специальный ключ) хотя бы на критических высотах до 3 метров. Это увеличивает стоимость, но избавляет от постоянных ремонтов.
Взгляд в будущее: материалы и мониторинг
Сталь — это классика, но всё чаще рассматриваются варианты с использованием высокопрочных сталей, позволяющих облегчить конструкцию без потери прочности. Это снижает нагрузку на фундаменты и упрощает логистику. Но здесь палка о двух концах: более тонкий металл чувствительнее к повреждениям при транспортировке. Нужен очень жёсткий контроль.
Внедряются и системы мониторинга состояния опор — датчики крена, напряжения в элементах. Пока это дорого для массовой установки, но для критических переходов через реки или автомобильные магистрали — уже оправдано. Данные в реальном времени позволяют предупредить аварию, а не ликвидировать её последствия.
И конечно, BIM-моделирование. Сейчас это уже не экзотика. Трёхмерная модель опоры, завязанная с геоподосновой, позволяет заранее увидеть все коллизии, точно рассчитать длины оттяжек, смоделировать поведение под нагрузкой. Это тот инструмент, который избавляет от многих ?костылей?, придуманных уже на стройплощадке. Думаю, в ближайшие годы это станет стандартом де-факто для всех серьёзных проектов по опорам лэп 220 кВ.
В итоге, выбор и работа с опорами — это постоянный баланс между нормативами, экономикой и практическим опытом. Нельзя слепо доверять только чертежу, нельзя экономить на всём подряд, но и нельзя делать ?на века? без оглядки на смету. Главное — понимать, что за каждой линией стоит не просто металл, а инженерная мысль, точный расчёт и, что немаловажно, руки тех, кто это будет собирать в поле под дождём и ветром. Без этого понимания даже самая лучшая опора из каталога может превратиться в проблемный актив на долгие годы.
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продукты-
 Стальная угловая башня электроснабжения
Стальная угловая башня электроснабжения -
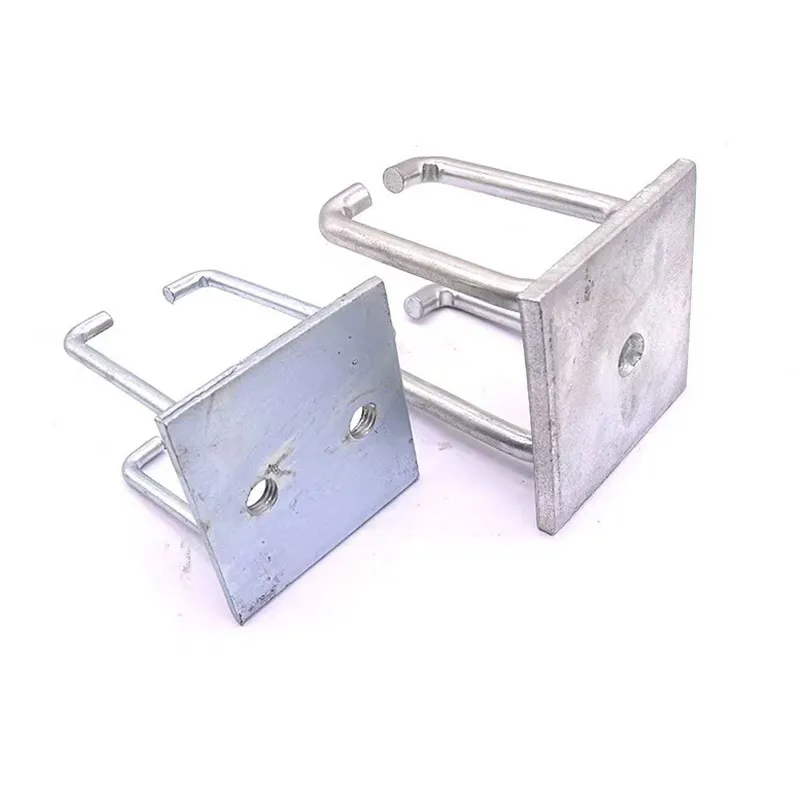 Закладные детали фундаментов
Закладные детали фундаментов -
 Дорожная мониторинговая мачта
Дорожная мониторинговая мачта -
 Четырехтрубные коммуникационные башни
Четырехтрубные коммуникационные башни -
 Стальная трубчатая башня
Стальная трубчатая башня -
 Электротехнические железные аксессуары
Электротехнические железные аксессуары -
 Анкерные болты
Анкерные болты -
 Горячеоцинкованные болты для железных башен
Горячеоцинкованные болты для железных башен -
 Конструкции подстанций
Конструкции подстанций -
 Видеомачты
Видеомачты -
 Закладные детали фотоэлектрических фундаментов
Закладные детали фотоэлектрических фундаментов -
 Коммуникационные башни
Коммуникационные башни