




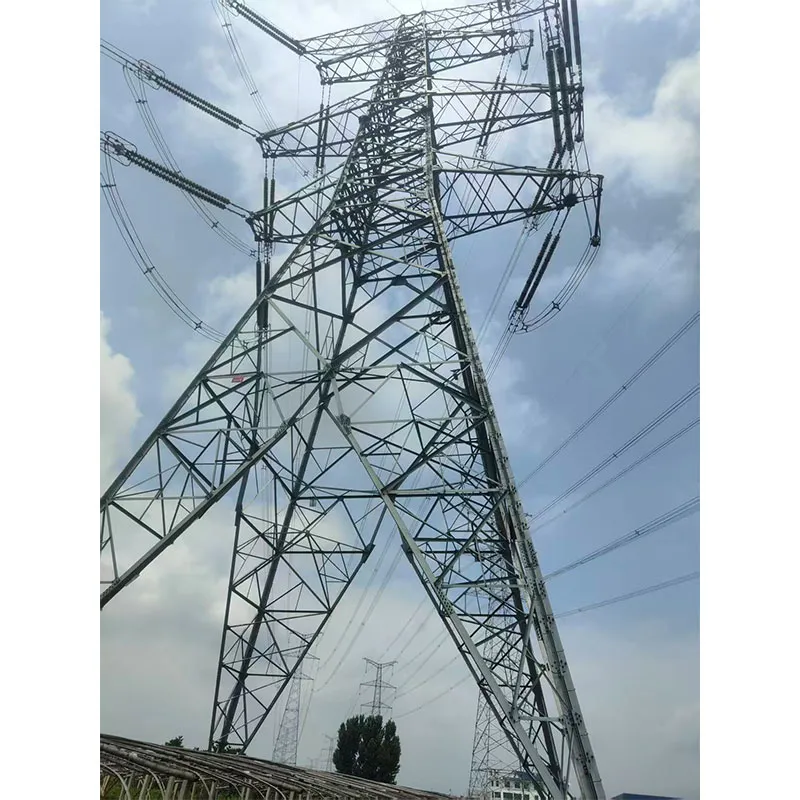
опоры лэп производство
Когда говорят про опоры лэп производство, многие сразу представляют сварку металлоконструкций. Но это лишь верхушка. Гораздо важнее — расчёт на ветровую и гололёдную нагрузку конкретного региона. Сам видел, как в Сибири ставили типовые опоры, рассчитанные для средней полосы, — через два сезона пошли деформации. Отсюда и первый вывод: производство — это не штамповка, а адаптация.
От чертежа до первой партии: где кроются сложности
Взять даже банальные конические стойки для линий 10 кВ. В теории — раскатал лист, сварил шов, приварил траверсы. На практике же — если не выдержать конусность с точностью до миллиметра на всей длине, при монтаже будут зазоры в болтовых соединениях, а это уже ослабление конструкции. Мы в своё время на этом обожглись: сделали первую партию, монтажники на месте ругались — отверстия не совпадали. Пришлось на месте дорабатывать газовой резкой, что, конечно, недопустимо для серийного изделия.
Пришлось пересматривать всю технологическую цепочку. Ключевым стало не просто наличие станков, а их синхронизация. Например, после гильотинных ножниц кромка должна идти под идеальным углом, иначе на вальцах при формировании конуса лист начинает ?гулять?. Это та самая практическая мелочь, которой в учебниках часто не уделяют внимания.
Здесь, кстати, видна разница между просто цехом и современным производством. Когда у компании, как у ООО Шаньдун Цзиньэн Технолоджи, заявлено более 100 единиц цифрового оборудования — это не для красоты в разделе ?О нас? на сайте https://www.jnkj.ru. Это означает, что раскрой, разметка и сверловка управляются одной программой, что сводит человеческий фактор к минимуму. Но даже с этим бывают нюансы: программа программой, а оснастку на станках надо регулярно калибровать, иначе тот самый миллиметр уплывёт.
Материалы: не всякая сталь одинаково полезна
Ещё один распространённый миф — что для опор годится любой металлопрокат. На деле для ответственных узлов — оснований, переходных секций — нужна сталь с чётко определённым пределом текучести. Помню историю с одним заказом, где поставили партию уголка с более тонкой стенкой, чем было в спецификации. По весу партия сошла, а по прочности — нет. Конструкция прошла приёмку, но мы сами её забраковали, потому что знали: при гололёде с ветром запас прочности будет на пределе.
Поэтому сейчас мы всегда требуем от поставщиков не только сертификаты, но и выборочные проверки на твёрдость. Да, это удорожает процесс и тормозит график, но иначе нельзя. Производство опор — это ответственность на десятилетия вперёд.
Интересно, что некоторые коллеги идут по пути использования более высокомарочных сталей, чем требует ГОСТ, особенно для опор лэп в сейсмических районах. Это увеличивает стоимость, но зачастую оказывается дешевле, чем усиливать конструкцию за счёт увеличения массы. Такие решения приходят только с опытом и анализом реальных эксплуатационных данных, а не просто следованием калькулятору.
Контроль качества: не протокол, а процесс
Многие думают, что ОТК — это финальный осмотр и клеймение. На самом деле, контроль должен быть встроен в каждый этап. Например, после дробеструйной обработки и перед грунтовкой. Если пропустить момент и оставить металл даже на несколько часов в цехе с повышенной влажностью, появится налёт окислов, и адгезия краски резко упадёт. Визуально готовое изделие будет идеальным, а через три года в том регионе начнёт шелушиться покрытие.
Мы внедрили поэтапную фотофиксацию ключевых операций — сварки, очистки, окраски. Это не только для отчётности перед заказчиком, но и для внутреннего разбора полётов. Бывало, возвращались к снимкам, чтобы понять, на каком именно этапе возник микроскол на защитном слое цинка.
Тут опять же, цифровое оборудование, о котором пишет в своей компании ООО Шаньдун Цзиньэн Технолоджи, даёт преимущество. Координатно-измерительные машины и 3D-сканирование позволяют сравнить готовую опору с цифровой моделью не по нескольким точкам, а по всей поверхности. Это уровень контроля, который раньше был практически недостижим. Но и его нельзя доверять полностью автоматике — инженер должен уметь ?читать? эти данные и видеть за отклонениями в микронах потенциальную причину будущей проблемы.
Логистика и монтаж: производство на этом не заканчивается
Можно сделать идеальную опору, но погрузить её так, что при транспортировке возникнут опасные напряжения в металле. Разрабатывая схемы крепления в кузове, нужно учитывать не только вес, но и точки жёсткости самой конструкции. Однажды пришлось полностью менять раскрой и порядок сборки нескольких типов опор только потому, что стандартный полуприцеп не позволял их правильно расположить для перевозки по горным дорогам Кавказа. Пришлось проектировать специальные транспортные кондукторы.
А монтаж? Казалось бы, это уже не зона ответственности завода. Но если конструкция сложная — например, многостоечная портальная опора для 110 кВ, — то лучше, если на первую установку поедет технолог с производства. Он увидит, какие монтажные петли неудобны, где не хватает технологических отверстий для строповки. Эти наблющения потом бесценны при доработке чертежей.
Получается, что производство опор лэп — это замкнутый цикл: проектирование → изготовление → контроль → опыт монтажа и эксплуатации → обратная связь и корректировка проектирования. Без последнего звена завод так и будет штамповать ?мёртвые? конструкции, которые формально соответствуют ТУ, но создают проблемы в поле.
Взгляд вперёд: что меняется в отрасли
Сейчас всё больше запросов на опоры с уже смонтированным заземляющим устройством и элементами для крепления волоконно-оптических линий связи. Это меняет саму конструкцию — нужно закладывать дополнительные кронштейны, каналы, лючки для обслуживания. Не просто приварить коробку, а продумать, как она будет влиять на общую парусность и как не станет ловушкой для влаги.
Ещё один тренд — запрос на более эстетичные решения для городских сетей. Трубчатые стойки, порошковая окраска в разные цвета, скрытый крепёж. Это уже не просто инженерное сооружение, а элемент городской среды. И здесь производству нужно учиться работать с другими допусками, другими материалами.
В конечном счёте, успешное производство опор — это не про объёмы в тоннах, а про способность решать нестандартные задачи и предвидеть проблемы, которых ещё нет на чертеже. Это постоянный диалог между конструктором, технологом, мастером в цехе и монтажником на трассе. Когда этот диалог есть, получается не просто продукт, а надёжное решение. Как, собственно, и должно быть в этой ответственной отрасли.
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продукты-
 Закладные детали фундаментов
Закладные детали фундаментов -
 Анкерные болты
Анкерные болты -
 Стальная трубчатая башня
Стальная трубчатая башня -
 Четырехтрубные коммуникационные башни
Четырехтрубные коммуникационные башни -
 Электротехнические железные аксессуары
Электротехнические железные аксессуары -
 Конструкции подстанций
Конструкции подстанций -
 Дорожная мониторинговая мачта
Дорожная мониторинговая мачта -
 Коммуникационные башни
Коммуникационные башни -
 Видеомачты
Видеомачты -
 Стальная угловая башня электроснабжения
Стальная угловая башня электроснабжения -
 Горячеоцинкованные болты для железных башен
Горячеоцинкованные болты для железных башен -
 Мачты для камер
Мачты для камер