




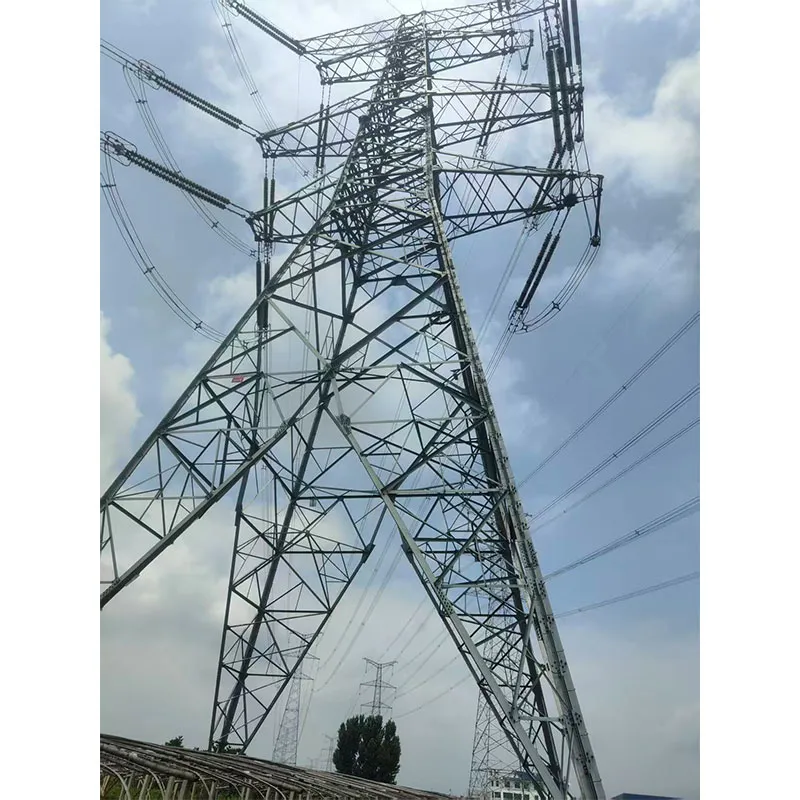
опоры для лэп жби
Вот скажу сразу — когда слышишь ?опоры для ЛЭП ЖБИ?, многие представляют просто серые столбы. А на деле это целая история с подводными камнями, где арматура, бетон и даже погода в день заливки играют в одну игру. Часто заказчики гонятся за низкой ценой, не понимая, что экономия на контроле на этапе формования вылезет боком при монтаже, когда кран уже стоит, а стык не сошёлся. Сам через это проходил.
Не просто столб: где кроется настоящая специфика ЖБИ для линий
Основное заблуждение — что все опоры примерно одинаковы. На самом деле, ключевое — это проект. Для ветрового района III или для обледенения — уже разные расчёты армирования. Видел, как на объекте под Воронежем пришлось экстренно усиливать фундаменты под СВ-95, потому что изначально заложили под стандартные нагрузки, а местность оказалась с особыми грунтовыми водами. Бетон, вроде, один — марка M300, но если вибрацию при укладке недодержали, потом в торце опоры микротрещины пойдут.
Арматура — отдельная песня. Не всякая ?рифлёная? А500С ведёт себя одинаково при натяжении в форме. Были случаи, когда из-за несоответствия реального диаметра заявленному (брак на входе) готовые стойки не проходили испытания на изгиб. Теперь всегда требуем протоколы входного контроля, даже если поставщик проверенный. Кстати, полезный ресурс по современным стандартам производства — у компании ООО Шаньдун Цзиньэн Технолоджи на их сайте https://www.jnkj.ru есть раздел с технической документацией. Они там упоминают про более 100 единиц цифрового оборудования для контроля, что, в принципе, близко к теме: без такого оснащения сегодня сложно гарантировать геометрию изделия, особенно для ответственных узлов крепления траверс.
И ещё момент — конусность. Кажется, мелочь, но если она не выдержана, при наращивании секций возникает перекос. Монтажники потом часами героически подгоняют, а это простои техники и людей. Правильная оснастка — это 70% успеха. Мы как-то пробовали работать с формой, которую ?доработали? на месте, — в итоге партия ушла в брак, потому что внутренняя поверхность получилась с раковинами, которые ослабляли конструкцию.
От склада до площадки: логистика, которая бьёт по смете
Здесь многие проваливаются. Изготовили опоры идеально, а потом везли их на обычном низкорамнике без жёсткого крепления. Вибрация в пути — и в бетоне появляются внутренние напряжения, которые проявятся позже. Обязательно нужны деревянные прокладки в определённых точках и жгуты. Один наш проект в Ленобласти чуть не сорвался из-за того, что перевозчик сэкономил на креплениях, и несколько опор получили сколы по краям. Пришлось срочно организовывать ремонт прямо на стройплощадке, что в разы дороже.
Хранение на площадке — тоже не просто ?сложить на брусья?. Если уложить на грунт без подкладок, нижние ряды впитают влагу, а зимой замёрзнут — и капиллярные трещины обеспечены. Лучше — на подготовленную насыпь из щебня, с прокладками между ярусами. Это кажется очевидным, но на практике, когда гонка по срокам, про это частенько забывают.
И про разгрузку. Самый безопасный способ — строповка за монтажные петли. Но если петли отлиты криво (опять проблема качества формы!), стропы съезжают. Видел, как кран-манипулятор чуть не уронил стойку именно из-за этого. Пришлось импровизировать с мягкими полотенцами и дополнительными захватами. Теперь в технических требованиях к поставщику отдельным пунктом идёт проверка геометрии и прочности закладных петель.
Монтаж: где теория расходится с российской реальностью
Вот здесь начинается самое интересное. По проекту у тебя ровная площадка, расчётная глубина котлована и готовый бетон для фундамента. В жизни — весенняя распутица, когда миксер не может подъехать, или каменистый грунт, где бур ломается. Приходится оперативно менять технологию: то переходить на сборные фундаменты, то усиливать опалубку. Для опор ЛЭП ЖБИ критично выдержать соосность. Если первую секцию выставили с отклонением даже в пару градусов, верхушку уже не поймать.
Стыковка секций — ещё один больной вопрос. Болтовые соединения должны идти без натяга. Если отверстия в закладных деталях не совпали — это прямой сигнал о проблеме на заводе. Однажды столкнулся с тем, что пришлось рассверливать отверстия на месте, что категорически запрещено, так как ослабляет узел. Причина — разные партии опор делались на разных формах, и там была рассинхронизация по шаблону. После этого случая мы всегда требуем паспорта на всю партию и сверяем номера оснастки.
И про установку в зимних условиях. Некоторые думают, что раз изделие готовое, то можно монтировать при любой температуре. Но если соединять элементы на морозе ниже -20°C, металл закладных становится хрупким, а бетон в месте стыка может крошиться. Приходится либо греть узлы, либо переносить работы. Это прямо влияет на график и стоимость.
Контроль качества: не только протоколы, но и глазомер
Лабораторные испытания — это хорошо, но опытный прораб ещё на разгрузке увидит неладное. Цвет бетона может сказать о нарушении пропорций или условиях твердения. Слишком тёмный — возможно, перебор с водой, светлый с разводами — проблемы с виброуплотнением. Я всегда сначала делаю визуальный осмотр: смотрю на поверхность, ищу раковины, проверяю закладные на предмет ржавчины (это может говорить о плохом хранении).
Потом идёт инструментальный контроль. Геометрию проверяем рулеткой и угломером, особенно расстояние между петлями и оси. Часто бывает, что отклонение в пару сантиметров по длине — это ещё куда ни шло, но если диагонали не сходятся, опора будет ?крученой?, и смонтировать траверсу ровно не получится. Для таких измерений, кстати, цифровое оборудование, как то, что использует ООО Шаньдун Цзиньэн Технолоджи (о них я уже упоминал), значительно снижает человеческий фактор. Их подход с автоматизированным контролем размеров — это именно то, чего не хватает многим отечественным заводам, где до сих пор многое ?на глазок?.
И самый главный тест — это пробная сборка на заводской площадке, если есть возможность. Сложить две-три опоры из партии, смонтировать условную траверсу. Это сразу выявляет все проблемы со стыковкой. Мы один раз так спасли целый проект, обнаружив несоответствие до отправки на объект. Завод, конечно, был не в восторге, но деваться было некуда — переделывали.
Взгляд вперёд: что меняется в отрасли и к чему готовиться
Сейчас тренд — на более высокие напряжения и, соответственно, более высокие и нагруженные опоры. Это требует не только новых расчётов, но и материалов. Появляются добавки в бетон для повышения морозостойкости, экспериментируют с композитной арматурой для снижения веса. Но с инновациями нужно быть осторожным. Пробовали как-то партию с полимерными добавками — на бумаге всё отлично, но в полевых условиях, при перепадах температур, поведение бетона оказалось непредсказуемым, появились микротрещины.
Цифровизация — это уже не будущее, а настоящее. Ведение цифрового паспорта на каждую опору, где указаны все параметры от состава бетонной смеси до результатов контроля, — это огромный шаг вперёд для отслеживания ответственности. Если бы такая система была лет десять назад, многих проблем с идентификацией бракованных партий удалось бы избежать. Компании, которые, как Jnkj.ru, делают ставку на цифровое производство и контроль, по сути, задают новый стандарт для рынка. Их опыт, описанный в материалах, показывает, что точность и прослеживаемость — это не маркетинг, а необходимость.
В итоге, возвращаясь к началу. Опоры для ЛЭП ЖБИ — это не товар с полки. Это результат сложной цепочки, где важен каждый этап: от проекта и качества сырья до точности изготовления, логистики и грамотного монтажа. Экономия на любом из них — это не экономия, а перенос затрат и рисков на более поздние, куда более дорогостоящие стадии. Работая с ними, нужно держать в голове не только ГОСТ, но и реальные условия будущей эксплуатации. И всегда, всегда проверять всё самому, даже если у поставщика безупречная репутация.
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продукты-
 Конструкции подстанций
Конструкции подстанций -
 Четырехтрубные коммуникационные башни
Четырехтрубные коммуникационные башни -
 Горячеоцинкованные болты для железных башен
Горячеоцинкованные болты для железных башен -
 Стальная трубчатая башня
Стальная трубчатая башня -
 Электротехнические железные аксессуары
Электротехнические железные аксессуары -
 Дорожная мониторинговая мачта
Дорожная мониторинговая мачта -
 Мачты для камер
Мачты для камер -
 Стальная угловая башня электроснабжения
Стальная угловая башня электроснабжения -
 Закладные детали фундаментов
Закладные детали фундаментов -
 Коммуникационные башни
Коммуникационные башни -
 Гибкие фотоэлектрические крепления
Гибкие фотоэлектрические крепления -
 Видеомачты
Видеомачты