




опоры воздушных лэп
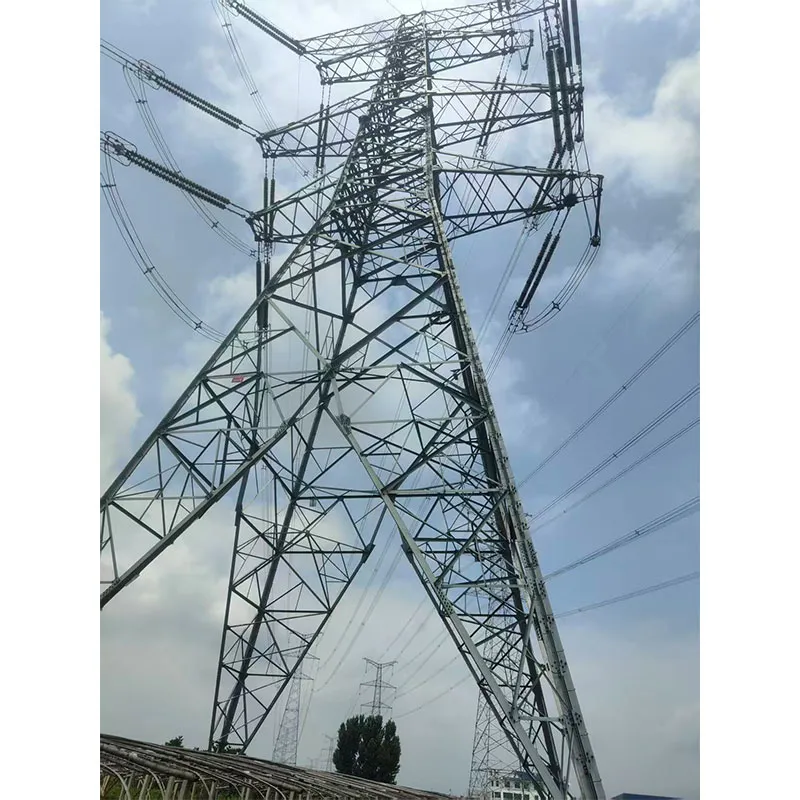
Когда говорят про опоры воздушных лэп, многие представляют просто стальную решётку или бетонный столб. Но на практике — это целая система, расчёт которой начинается задолго до того, как первый ковш экскаватора коснётся грунта. Ошибка в подборе типа, в оценке нагрузок, в антикоррозионной защите — и через пять-семь лет вместо ремонта трассы получаешь полную замену линии. Сам видел, как в одном из районов Подмосковья поставили облегчённые металлические опоры под провод АС-70, а через три зимы с обильным мокрым снегом несколько штук ?легли? — не учли гололёдную нагрузку по региону. Вот с таких моментов и начинается настоящее понимание предмета.
Типология и выбор: где форма следует за функцией
Здесь всё упирается в проект и ПУЭ, конечно. Но бумага — одно, а реальный рельеф — другое. Скажем, анкерная опора промежуточного типа. На бумаге она держит нагрузку от разности тяжения проводов в смежных пролётах. На деле же, если монтировать её на слабых, переувлажнённых грунтах без должного усиления фундамента (хоть свайного, хоть массивного), вся её анкерная функция сойдёт на нет. Она просто накренится или просядет. Поэтому выбор между металлической многогранной, решётчатой или железобетонной — это не вопрос цены за тонну, а вопрос совокупности условий: климат, почва, длина пролёта, класс напряжения.
Часто спорят про долговечность. Железобетонные, казалось бы, вечные. Но если на этапе производства была нарушена технология виброуплотнения или состав бетона, то карбонизация и хлоридная коррозия арматуры сделают своё дело лет за 25, а не за 50. С металлом другая история — всё решает покрытие. Горячее цинкование — это стандарт, но и тут есть нюансы. Качество цинкового слоя, контроль его толщины на рёбрах и в сварных швах. Видел партию опор, где на стыках секций цинк просто выгорел при сварке, и монтажники, не задумываясь, закрасили это место обычной эмалью. Очаг коррозии был заложен в день монтажа.
А вот с деревянными опорами сейчас сложнее. Кажется, архаика, но для временных линий или в лесных массивах — иногда оптимально. Правда, пропитка должна быть серьёзной, не просто поверхностной. И здесь многие заказчики экономят, берут древесину, пропитанную по методу ?вакуум-давление? лишь на половину нормы. Результат — через 10 лет стойка в земле превращается в труху, хотя верхняя часть ещё выглядит сносно. Это как раз тот случай, когда сиюминутная экономия оборачивается многократными затратами на аварийно-восстановительные работы.
Производственные реалии и контроль качества
Здесь ключевое — технологическая дисциплина. Можно иметь самые современные станки плазменной резки и автоматические линии сварки, но если контроль на выходе формальный, брак уйдёт на объект. Например, геометрия секций. Казалось бы, всё по чертежу. Но если допуски по соосности отверстий под болтовые соединения превышены даже на пару миллиметров, на месте монтажники будут или разогревать металл и ?дожимать? его домкратами, или рассверливать отверстия, нарушая защитный слой. И то, и другое — путь к преждевременному разрушению.
Один из практических моментов, на который редко обращают внимание при приёмке — это маркировка и комплектация. На крупных проектах, где опоры поставляются сотнями, отсутствие чёткой маркировки (тип, партия, дата) приводит к хаосу на складе временного хранения. Путают анкерные с промежуточными, правосторонние с левосторонними. Монтаж затягивается, а элементы могут храниться под открытым небом дольше положенного, что для некоторых покрытий нежелательно.
Интересный опыт наблюдений связан с поставщиками. Есть компании, которые делают упор на полный цикл и жёсткий контроль. Вот, к примеру, ООО Шаньдун Цзиньэн Технолоджи. На их сайте https://www.jnkj.ru указано, что в распоряжении более 100 единиц цифрового производственного и контрольно-измерительного оборудования. Это не просто слова для рекламы. Когда производство оснащено современными станками с ЧПУ и, что критично, координатно-измерительными машинами (КИМ) для проверки геометрии готовых секций, это сразу снимает массу проблем на этапе монтажа. Их подход — это как раз пример того, как цифровизация оборудования помогает соблюсти те самые ?миллиметры?, от которых зависит устойчивость конструкции в целом. Компания позиционирует себя как производитель с полным циклом, и это важно, потому что ответственность за качество не размыта между субподрядчиками.
Монтаж и ?подводные камни? в поле
Самая совершенная опора может быть испорчена при установке. Фундаменты — это отдельная тема. Под каждую местность — свой тип. Где-то достаточно сборного железобетонного стакана, а где-то нужно бурить сваи на глубину промерзания плюс метр. Ошибка в определении уровня грунтовых вод — и весной фундамент может просто ?всплыть? или дать неравномерную осадку. Был случай в Ленинградской области: поставили опоры на винтовых сваях, но расчёт глубины был сделан по усреднённым данным, без геологии на каждом створе. После паводка две опоры развернуло ?пропеллером?.
Сам процесс подъёма и установки. Использование кранов или метод ?падающей стрелы?. Важно не только поставить стойку вертикально, но и не повредить покрытие стропами или такелажными приспособлениями. Часто места задиров потом закрашивают чем попало, и это становится слабым звеном. Ещё момент — заземление. Монтаж заземляющего устройства, приварка хомута к стойке. Качество этого сварного шва, его антикоррозионная обработка — часто остаются без внимания, а это прямой путь к электрохимической коррозии в точке контакта.
И, конечно, приёмка и сдача в эксплуатацию. Замер отклонений от вертикали, проверка качества болтовых соединений (момент затяжки), осмотр лакокрасочного покрытия. Часто комиссия идёт по линии, глядя на паспорта изделий, но не заглядывает в труднодоступные места — внутренние полости многогранных стоек, зоны около фундамента. А именно там может скапливаться влага и начинаться коррозия, невидимая при беглом осмотре.
Эксплуатация, диагностика и продление ресурса
После сдачи линии работа с опорами воздушных лэп не заканчивается. Плановые осмотры — визуальные и инструментальные. Сейчас активно внедряются методы неразрушающего контроля: ультразвуковая дефектоскопия сварных швов, измерение толщины цинкового слоя, даже тепловизионный контроль для выявления перегрева контактных соединений на траверсах. Но на практике в большинстве хозяйств всё ещё полагаются на глазомер и молоток обходчика.
Один из эффективных, но трудоёмких методов — это периодическая выборочная диагностика с подъёмом на опору для детального осмотра. Ищешь трещины в бетоне, сколы, следы коррозии в местах повреждения покрытия, оцениваешь состояние болтов. Особое внимание — зона переменного уровня воды у фундаментов и места ввода заземляющих проводников. Именно там процессы коррозии идут в разы быстрее.
Ремонт и усиление. Не всегда есть возможность и экономическая целесообразность в замене опоры целиком. Иногда применяют локальный ремонт: замена повреждённой секции, установка бандажей или накладок для усиления, восстановление защитного покрытия по технологии ?холодного цинкования?. Но здесь важно понимать: любой ремонт — это вмешательство в расчётную схему. Усилили одну стойку — нагрузка может перераспределиться на соседние, и они окажутся под повышенным напряжением. Поэтому любой ремонт должен сопровождаться перерасчётом, хотя бы упрощённым.
Взгляд вперёд: материалы и тенденции
Сейчас много говорят о композитных материалах для траверс и элементов опор. Лёгкость, диэлектрические свойства, коррозионная стойкость. Но есть и минусы: ползучесть материала под длительной нагрузкой, чувствительность к ультрафиолету (требуются специальные добавки), высокая стоимость. Пока это скорее штучное решение для особых условий, чем массовая замена металлу и бетону. Но за этим направлением будущее, особенно для линий в агрессивных промышленных или морских атмосферах.
Ещё один тренд — это интеллектуализация. На опоры начинают устанавливать датчики наклона, вибрации, нагрузки. Это позволяет перейти от планово-предупредительного ремонта к ремонту по фактическому состоянию. Но опять же, это дорого, и требует развития цифровой инфраструктуры сетевой компании. Для магистральных линий — оправдано, для распределительных сетей 6-10 кВ — пока под вопросом.
Возвращаясь к началу. Опора воздушных лэп — это не просто изделие из каталога. Это результат цепочки решений: от корректного инженерного расчёта и ответственного производства, которым занимаются, в том числе, и такие компании, как ООО Шаньдун Цзиньэн Технолоджи, до грамотного монтажа и продуманной эксплуатации. Каждое звено этой цепи критически важно. Пропустишь или сэкономишь на одном — вся система надёжности даёт сбой. И тогда уже неважно, сколько цифровых станков было на заводе — проблема проявится в поле, в самый неподходящий момент, в виде аварии или внеплановых, гораздо более затратных, восстановительных работ. Опыт как раз и заключается в том, чтобы видеть эти взаимосвязи и не допускать таких сбоев, а не просто выбирать металлопрокат по цене за тонну.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Гибкие фотоэлектрические крепления
Гибкие фотоэлектрические крепления -
 Электротехнические железные аксессуары
Электротехнические железные аксессуары -
 Стальная угловая башня электроснабжения
Стальная угловая башня электроснабжения -
 Конструкции подстанций
Конструкции подстанций -
 Стальная трубчатая башня
Стальная трубчатая башня -
 Видеомачты
Видеомачты -
 Горячеоцинкованные болты для железных башен
Горячеоцинкованные болты для железных башен -
 Анкерные болты
Анкерные болты -
 Коммуникационные башни
Коммуникационные башни -
 Закладные детали фотоэлектрических фундаментов
Закладные детали фотоэлектрических фундаментов -
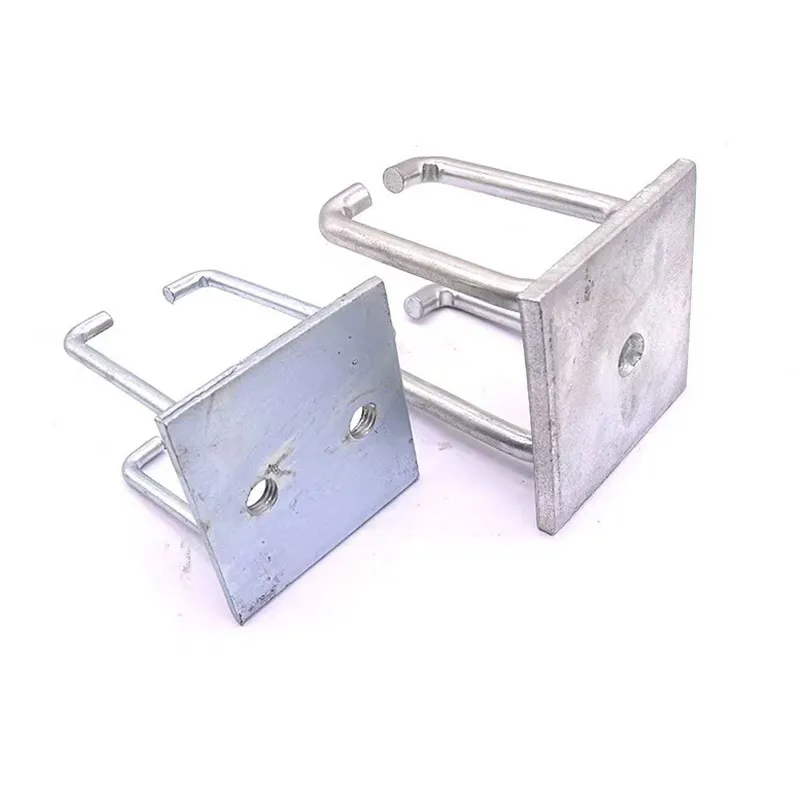 Закладные детали фундаментов
Закладные детали фундаментов -
 Четырехтрубные коммуникационные башни
Четырехтрубные коммуникационные башни