




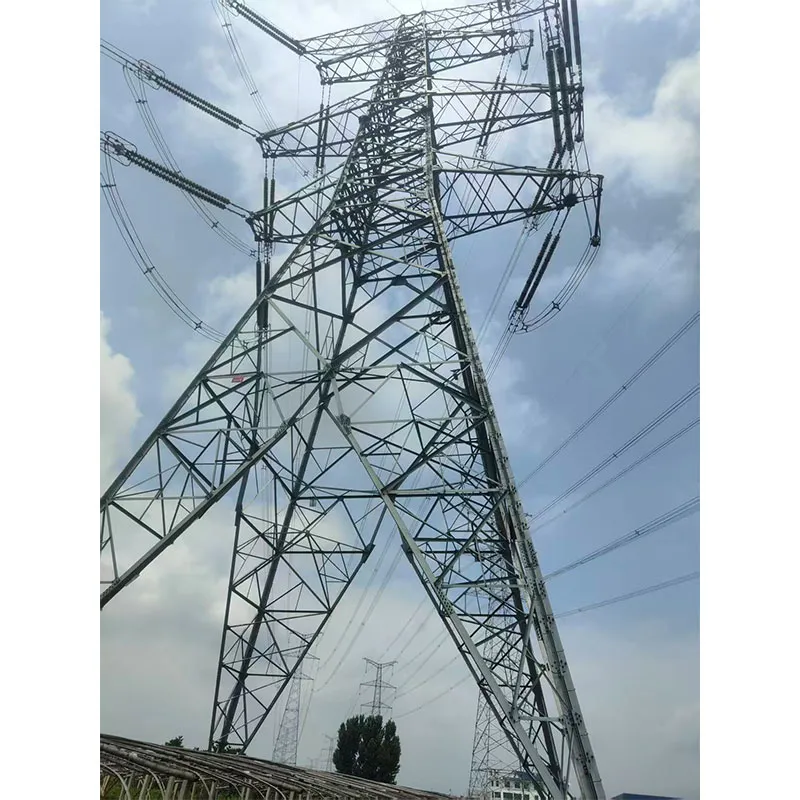
опора лэп 500
Вот когда слышишь ?опора ЛЭП 500?, многие сразу представляют просто увесистую металлоконструкцию под высоковольтку. На деле же, если копнуть, это целый узел инженерных компромиссов между прочностью, весом, стоимостью монтажа и, что критично, условиями конкретного участка трассы. Частая ошибка — выбирать или проектировать, ориентируясь только на каталогную нагрузку, не вникая в локальные особенности. У нас, на севере, например, ветровая нагрузка в сочетании с гололёдом даёт такие комбинации, которые не всякая типовая опора выдержит без перерасхода металла или, наоборот, риска.
От чертежа до промплощадки: где кроется ?но?
Брали мы как-то партию опор для участка в болотистой местности. По паспорту всё сходилось: опора ЛЭП 500, материал, защита — всё по ГОСТ. Но когда начали монтировать, выяснилась мелочь: конструкция рёбер жёсткости на оттяжках такова, что при сборке на мягком грунте ключевые болтовые соединения оказывались в неудобной для затяжки позиции. Пришлось импровизировать с подпорками, терять время. Проектировщик, видимо, считал, что монтаж идёт на готовый фундамент в идеальных условиях. Отсюда вывод: документация — это одно, а практическая собираемость в полевых условиях — часто совсем другое.
Ещё момент — антикоррозийное покрытие. Горячее цинкование, конечно, стандарт. Но его качество сильно зависит от подготовки поверхности и самого процесса. Видел образцы, где цинковый слой на рёбрах в узлах примыкания был неравномерным, с наплывами. Через пару лет в этих местах пошла рыжая паутинка. Хорошо, если заметишь вовремя. Поэтому сейчас мы при приёмке особо щепетильно смотрим именно на такие ?неудобные? участки конструкции, используем толщиномер не в трёх точках, как некоторые, а в десятке, включая сварные швы.
Кстати, о сварке. Автоматическая — это хорошо для типовых серий. Но для нестандартных решений, усилений или ремонтов часто идёт ручная. И здесь квалификация сварщика, который понимает, что варит не просто металл, а силовую конструкцию, работающую на вибрацию, решает всё. Был случай, когда на уже смонтированной опоре при диагностике выявили микротрещины в зоне термического влияния шва. Причина — не тот режим сварки для данной марки стали. Переваривать пришлось уже на высоте, со всеми вытекающими сложностями.
Поставщики и реалии рынка: не только цена за тонну
Когда ищешь надёжного производителя, смотришь не только на сертификаты. Важен технологический цикл. Вот, к примеру, китайские коллеги из ООО Шаньдун Цзиньэн Технолоджи (сайт их — https://www.jnkj.ru) заявляют о более чем 100 единицах цифрового оборудования для производства и контроля. Это важный сигнал. Цифровая резка, обработка, контроль геометрии — это как раз то, что минимизирует ту самую ?собираемость? на месте. Если деталь с ЧПУ выточена с отклонением в долях миллиметра, то и стыковка на болтах проходит без подгона кувалдой.
Но оборудование — это половина дела. Второе — это материалы. Они работают с определёнными металлургическими комбинатами, поставляющими сталь для ответственных конструкций? Это ключевой вопрос. Потому что можно иметь самые современные станки, но если закупать металл по остаточному принципу, с нестабильными механическими свойствами, то вся точность становится бессмысленной. Прочность опоры ЛЭП 500 закладывается именно в сталепрокатном цехе.
Работая с ними, обратил внимание на их подход к упаковке и маркировке. Каждый пакет деталей для конкретной опоры был промаркирован, вложены были схемы сборки узлов. Мелочь? Нет. Это серьёзно экономит время на складе и на трассе, снижает риск пересорта. Для монтажников, которые работают часто в условиях плохой погоды и ограниченного света, чёткая маркировка — это не удобство, а необходимость для безопасности и скорости.
Монтажные нюансы, о которых не всегда пишут в ППР
Основа всего — фундамент. Под опору ЛЭП 500 с широкой базой это особенно актуально. На уклонах, например, классический плитный фундамент может потребовать огромного объёма земляных работ. Иногда рациональнее применять свайно-ростверковый вариант, но это требует дополнительных расчётов и согласований. Мы однажды попались на этом: проект подразумевал стандартный фундамент, а геология на месте показала плывун. Пришлось срочно вносить изменения, что задержало график на недели.
Сборка ?поясами?. Кажется, что всё просто: ставишь первый ярус, крепишь, ставишь второй. Но если не контролировать вертикальность каждого яруса сразу, на верхних секциях отклонение становится критичным, и состыковать их бывает невозможно. Используем всегда два теодолита, в двух плоскостях. И ещё момент — температурное расширение. Монтаж в жаркий летний день и подтяжка болтовых соединений должны учитывать, что ночью металл остынет и сожмётся. Недостаточный момент затяжки приведёт к люфту, чрезмерный — к деформациям. Есть свои таблицы, но и опытное чутьё здесь необходимо.
Установка траверс и изоляторов. Казалось бы, механическая работа. Но вес траверсы для ВЛ 500 кВ таков, что её подъём должен быть строго сбалансирован, чтобы не создать опрокидывающий момент для ещё не окончательно закреплённой опоры. Часто для этого используют временные расчалки. И здесь важно не повредить покрытие тросами или стропами. Видел, как неаккуратная строповка содрала цинк с пояса опоры. Место потом пришлось срочно окрашивать ремонтным составом, а это уже потенциально слабое звено на следующие 20 лет эксплуатации.
Эксплуатация и диагностика: что смотреть после сдачи
Сдали объект, опоры стоят. Но работа не заканчивается. Первые год-два — самый показательный период. Нужно отслеживать состояние фундаментов на просадочных грунтах, контролировать натяжение оттяжек (если они есть), которое может измениться. Обязательно после первой серьёзной гололедно-ветровой нагрузки проводить визуальный осмотр всех узлов, особенно сварных соединений и мест крепления диафрагм жёсткости.
Современные методы диагностики, типа ультразвукового контроля или акустической эмиссии, — это отлично, но дорого и не всегда доступно для линейного персонала. Поэтому на первичном этапе важней всего тренированный глаз и простукивание молотком. Звук при простукивании многое говорит о целостности металла и плотности соединений. Старый, но невероятно действенный метод.
Ещё один пункт — вандалоопасность. Увы, но кража болтов, а иногда и попытки срезать элементы на металлолом — реальность. Особенно на неохраняемых участках. Поэтому иногда даже рассматриваем варианты установки противовандальных элементов или использование болтов с головками под специальный ключ. Это добавляет затрат, но может сэкономить на аварийном восстановлении.
Взгляд вперёд: материалы и логистика
Металл — это классика. Но всё чаще говорят о композитных материалах для отдельных элементов, например, траверс. Легче, не подвержены коррозии. Но пока что вопросы по долговечности в условиях УФ-излучения и ударных нагрузок, а также по цене, сдерживают массовое применение. За этим направлением, однако, стоит следить. Возможно, для особо агрессивных сред (морское побережье, промышленные зоны) это станет решением.
Логистика — отдельная головная боль. Габариты и вес секций опоры ЛЭП 500 требуют специального транспорта и тщательного планирования маршрута. Мосты, линии электропередачи по пути, состояние дорог. Один раз столкнулись с тем, что полуприцеп с секцией не смог вписаться в поворот на последнем километре подъезда к трассе. Пришлось организовывать перегрузку на более маневренную технику, что рискованно для сохранности покрытия и геометрии.
В итоге, возвращаясь к началу. Опора ЛЭП 500 — это не товар из каталога. Это инженерное изделие, которое проходит путь от выбора марки стали и качества сварного шва на заводе, например, таком как у ООО Шаньдун Цзиньэн Технолоджи, через все сложности логистики и монтажа в полевых условиях, до многолетней службы под ветром и дождём. Каждый этап требует не просто следования инструкции, а понимания физики работы конструкции и готовности к нестандартным ситуациям. Именно это и отличает просто построенную линию от надёжной.
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продукты-
 Мачты для камер
Мачты для камер -
 Дорожная мониторинговая мачта
Дорожная мониторинговая мачта -
 Анкерные болты
Анкерные болты -
 Стальная угловая башня электроснабжения
Стальная угловая башня электроснабжения -
 Конструкции подстанций
Конструкции подстанций -
 Горячеоцинкованные болты для железных башен
Горячеоцинкованные болты для железных башен -
 Коммуникационные башни
Коммуникационные башни -
 Стальная трубчатая башня
Стальная трубчатая башня -
 Закладные детали фотоэлектрических фундаментов
Закладные детали фотоэлектрических фундаментов -
 Гибкие фотоэлектрические крепления
Гибкие фотоэлектрические крепления -
 Четырехтрубные коммуникационные башни
Четырехтрубные коммуникационные башни -
 Видеомачты
Видеомачты