




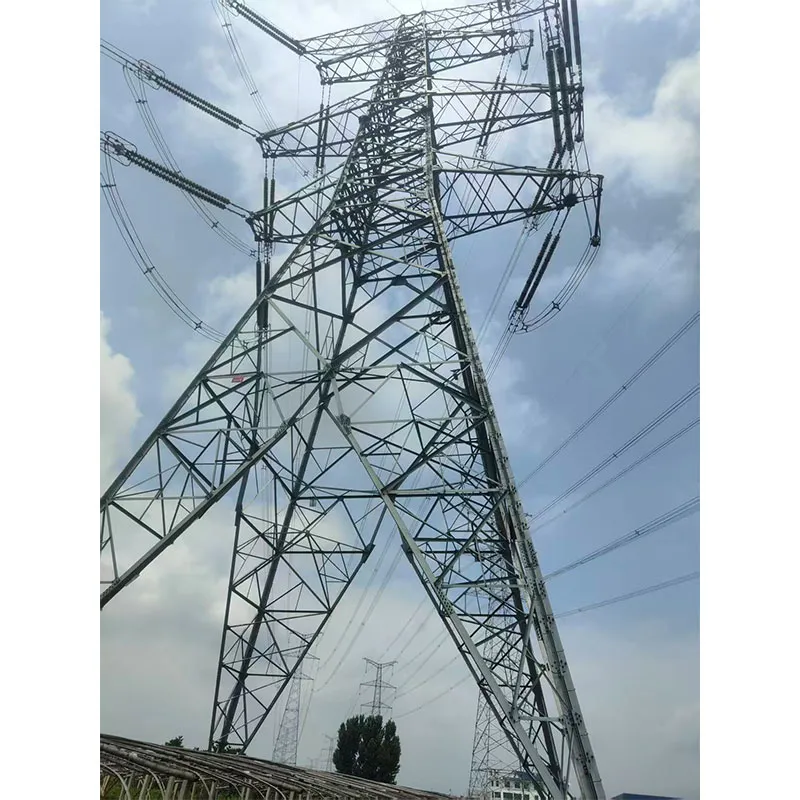
опора лэп электрическая
Когда говорят 'опора ЛЭП электрическая', многие представляют просто сварную металлоконструкцию, воткнутую в грунт. На деле, это целый узел расчётов, условий и, что часто упускают, — будущих проблем при монтаже и эксплуатации. Моё понимание сформировалось не по учебникам, а по набитым шинам на объектах от Тюмени до Хабаровска, где каждая партия опор вела себя по-разному, и не всегда так, как на бумаге.
Где кроется дьявол: материалы и геометрия
Возьмём, казалось бы, базовое — сталь. Не просто марка, а именно поведение металла в конкретном регионе. Для севера важен не только холод, а циклы 'мороз-оттепель', которые буквально 'вытягивают' микротрещины в сварных швах, если предварительная обработка была халтурной. Видел, как на партии от одного поставщика через два сезона пошли рыжие подтёки по стойкам, хотя паспорта были в порядке. Оказалось, экономили на дробеструйной очистке перед оцинковкой.
Геометрия — отдельная песня. Чертежи — это одно, а реальная сборка секций на ветру и морозе — другое. Критична не столько абсолютная точность, сколько повторяемость. Если отверстия под болты в монтажных планках смещены даже на 2-3 мм от опоры к опоре, бригада на трассе будет терять часы на подгонку. А время — это деньги, причём немалые. Поэтому сейчас всегда смотрю на технологические допуски, которые закладывает производитель. У Опора ЛЭП электрическая от ООО Шаньдун Цзиньэн Технолоджи, кстати, этот момент проработан — у них на сайте https://www.jnkj.ru видно, что акцент делается на цифровое оборудование, что как раз и даёт эту самую повторяемость.
И ещё по геометрии — часто забывают про 'монтажную стрелу' для промежуточных опор. Конструкция должна иметь небольшой преднамеренный изгиб в сторону, противоположную натяжению проводов. Если её нет или она рассчитана неверно, под нагрузкой опора может встать вертикально, но при этом в её элементах возникнут нерасчётные напряжения. Проверял как-то уже смонтированную линию — три опоры из партии стояли с едва заметным креном 'не в ту сторону'. Пришлось усиливать оттяжками, хотя вины монтажников не было — они собрали как есть.
Фундамент: что внизу, то и наверху
Тип фундамента — это не выбор по каталогу, это диагноз грунта. Стандартный свайный — не панацея. В зонах вечной мерзлоты, если нарушить тепловой режим при бетонировании, через пару лет может начаться просадка. Был случай под Норильском: использовали типовой проект с мелкозаглублённым фундаментом, а в тот год активный слой оттаял глубже обычного. Результат — наклонившаяся портальная опора, ремонт влетел в копеечку.
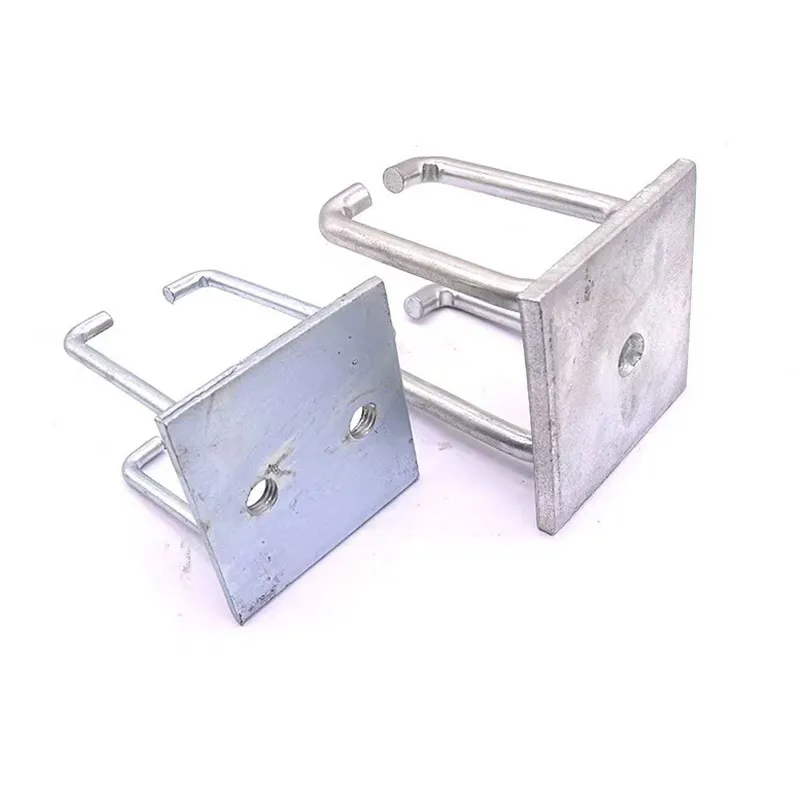
Сейчас всё чаще смотрю в сторону сборных железобетонных оснований для опор ЛЭП, особенно для анкерных и угловых. Они менее капризны к качеству полевых бетонных работ. Но здесь своя засада — точность закладных деталей. Если анкерные болты 'уехали' относительно оси, ставить на них металлическую опору — мучение. Контролировать это нужно не на объекте, а ещё на заводе ЖБИ.
И про анкерные болты отдельно. Их длина и диаметр — это святое, но коррозия резьбы — тихая катастрофа. Однажды на объекте пришлось срезать гайки автогеном почти на трети фундаментов из-за того, что болты хранились на стройплощадке без защиты. Теперь требую, чтобы резьба либо была оцинкована, либо закрыта пластиковыми колпачками до самого момента навинчивания. Мелочь? Возможно. Но именно такие мелочи потом определяют, сколько простоит линия.
Антикоррозионка: цинк и всё остальное
Горячее цинкование — стандарт де-факто. Но толщина покрытия — это не просто цифра в сертификате. Важно, как она ложится на острые кромки и в углы. Там цинк всегда тоньше. На приёмке теперь всегда беру толщиномер и тычу именно в эти проблемные зоны. Если на кромке меньше 70 мкм при заявленных 100 — это повод для серьёзного разговора с поставщиком. Потому что ржаветь начнёт именно с краёв.
Крайне недооценён момент транспортировки и складирования. Даже идеально оцинкованную опору можно убить, бросив её на гравийную подсыпку или стальные прокладки. Цинк — мягкий. Продавится, облупится — и вуаля, очаг коррозии. Инструкции требуют деревянных прокладок, но на практике их вечно не хватает. Приходится жёстко контролировать этот процесс, иначе все заводские защиты насмарку.
Для особо агрессивных сред (побережье, промышленные зоны) одного цинка мало. Нужно дополнительное лакокрасочное покрытие. Но здесь главное — адгезия. Если краска ляжет на неправильно подготовленную (например, замасленную) оцинкованную поверхность, она отслоится через год. Правильный путь — грунтовка для оцинкованного металла, а потом уже финишный слой. Видел успешный опыт, когда ООО Шаньдун Цзиньэн Технолоджи поставляла партию опор для объекта в портовой зоне именно с такой двухэтапной защитой. Судя по описанию их мощностей на jnkj.ru, они как раз могут позволить себе такой технологически сложный процесс за счёт того же парка контрольно-измерительного оборудования.
Монтаж: теория против практики
Самая частая ошибка на монтаже — отсутствие выверки опоры до окончательного затягивания всех болтов. Собирают секцию 'как есть', стягивают, а потом пытаются выровнять её домкратами. Это создаёт огромные внутренние напряжения. Правильно — ставить секцию на временные болты, выставить по уровню и осям, и только потом, начиная от центра к краям, делать окончательную затяжку динамометрическим ключом. Но кто это делает? Единицы.
Ещё один бич — повреждение покрытия при монтаже. Сварка заземляющих спусков, 'прихватки' чего-либо к стойке — всё это прожигает цинк. Место нужно немедленно и правильно закрасить специальным составом с содержанием цинка (не менее 94%), но чаще всего этим пренебрегают. Через пару лет в этих точках — глубокая коррозия.
И про траверсы. Их часто монтируют, не проверяя горизонтальность. Кажется, ерунда. Но если траверс завален, изоляторы стоят под углом, и нагрузка на них распределяется не по оси. Для промежуточной опоры это может быть и не критично сразу, но для угловой или анкерной — снижение запаса прочности. Всегда заставляю бригаду после подвески проводов пройти ещё раз с уровнем по всем траверсам. Обнаруженный перекос проще исправить сразу, чем через год по гарантии.
Выбор поставщика: цифры против опыта
Раньше при выборе смотрел в основном на цену и формальные ТУ. Сейчас — на технологическую цепочку. Наличие собственного КИП и цифрового производства, как у упомянутой ООО Шаньдун Цзиньэн Технолоджи — это не пиар, а реальное снижение рисков. Если производитель контролирует геометрию лазерным сканером на каждом этапе, а не выборочно рулеткой, шанс получить кривую секцию минимален. Их сайт https://www.jnkj.ru прямо говорит о более чем 100 единицах такого оборудования, что для отрасли — серьёзная заявка.
Но даже с хорошим поставщиком нельзя терять бдительность. Обязательно нужно запрашивать протоколы заводских испытаний на контрольных образцах — не только на разрыв, но и на усталостную прочность. И лично, если есть возможность, посещать производство. Одно дело — увидеть красивые картинки готовых опор ЛЭП электрических, и совсем другое — посмотреть, как организовано складирование заготовок, как выглядит линия горячего цинкования, чистота в цеху. Порядок на производстве часто коррелирует с качеством продукта.
И последнее — упаковка и маркировка. Каждая секция должна быть промаркирована так, чтобы на стройплощадке, в грязи и снегу, было понятно, где верх, низ, и к какой позиции спецификации она относится. Идеально, если на самой металлоконструкции выбит или нанесён краской уникальный номер, совпадающий с паспортом. Это снимает 90% вопросов при приёмке и монтаже. Когда видишь такую организованность, понимаешь, что имеешь дело не с кустарным цехом, а с профессионалами, которые думают о том, что будет с их изделием дальше.
В итоге, опора ЛЭП — это не товар, а техническое решение. Её выбор, приёмка и монтаж — это цепочка решений, где каждое звено важно. Можно сэкономить на чём-то одном, но расплата придёт позже, в виде аварийных отключений или дорогостоящего ремонта. Поэтому сейчас я всё чаще склоняюсь к поставщикам, которые предлагают не просто металл, а именно комплексный подход, от чертежа до рекомендаций по монтажу. И судя по всему, рынок движется в ту же сторону.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Видеомачты
Видеомачты -
 Четырехтрубные коммуникационные башни
Четырехтрубные коммуникационные башни -
 Коммуникационные башни
Коммуникационные башни -
 Закладные детали фотоэлектрических фундаментов
Закладные детали фотоэлектрических фундаментов -
 Стальная угловая башня электроснабжения
Стальная угловая башня электроснабжения -
 Стальная трубчатая башня
Стальная трубчатая башня -
 Электротехнические железные аксессуары
Электротехнические железные аксессуары -
 Конструкции подстанций
Конструкции подстанций -
 Анкерные болты
Анкерные болты -
 Горячеоцинкованные болты для железных башен
Горячеоцинкованные болты для железных башен -
 Закладные детали фундаментов
Закладные детали фундаментов -
 Мачты для камер
Мачты для камер