




оборудование опор лэп
Когда говорят про оборудование опор лэп, многие сразу представляют себе просто траверсы, оттяжки да фундаментные болты. На деле же — это целая экосистема, где каждая мелочь, от качества оцинковки до геометрии монтажных отверстий, в полевых условиях выливается либо в нормальный ход работ, либо в ночные костыли с газовой горелкой и напильником. Частая ошибка — гнаться за тоннажем или ценой за тонну, забывая, что на ветру в -30°C или при монтаже в распутицу все эти ?мелочи? становятся главными героями.
Что на самом деле входит в это понятие
Если брать широко, то оборудование — это всё, что крепится к стволу опоры для её функционирования. Траверсы, конечно, основа. Но вот, к примеру, кронштейны для крепления грозотроса или оптического кабеля — их часто заказывают отдельно, мелкими партиями, и здесь начинается самое интересное. Несовпадение посадочных мест на кронштейне и на опоре — классика. Причём виноватыми могут быть и производитель металлоконструкций, и мы, если чертёж был нечётким. Бывало, получали партию, где отверстия под болты были на 2 мм уже. В теории — рассверлить. На практике — на объекте сверлильного станка нет, бригада теряет время, а смета летит вверх.
Отдельная история — элементы заземления и подключения. Штыри, пластины, хомуты. Казалось бы, проще простого. Но если металл для штыря взят не тот, или толщина оцинковки меньше нормы, через пару лет в агрессивном грунте начинаются проблемы с сопротивлением. Проверяли как-то на старой линии — из-за коррозии на соединительной пластине контакт был хуже, грелось всё. Пришлось менять участок контура. Мелочь, а простой — и поиск причины занял время.
И фундаменты. Здесь оборудование — это анкерные группы, закладные детали, стаканы. Самая критичная точка по точности. Смещение закладной на этапе бетонирования всего на пару сантиметров может привести к тому, что опора просто не встанет на шпильки. Видел такое на одной из подстанций — монтировками и домкратами выкручивались, в итоге подкладывали шабашки. Не критично для прочности, но эстетика и соблюдение проектных положений — уже нет.
Где кроются подводные камни при выборе и поставке
Основной риск — разрозненность поставок. Траверсы от одного завода, элементы крепления от другого, мелкие детали от третьего. И вся документация — в разных стилях, с разными допусками. Начинаешь сопрягать — а там зазор. Или наоборот, не входит. Идеальный вариант — когда один производитель ведёт комплексно, от проектирования до отгрузки всей номенклатуры. Но таких на рынке мало.
Ещё момент — логистика и упаковка. Длинномерные траверсы — это отдельное искусство погрузки-разгрузки. Как-то получили партию, где для экономии места их уложили в штабель без прокладок. При разгрузке краном стропы передавили верхние, появились вмятины. Не структурная проблема, но приёмка от заказчика прошла с замечаниями, пришлось составлять акт, доказывать, что это не влияет на несущую способность. Время, нервы.
Сейчас многие обращают внимание на компании, которые могут обеспечить полный цикл. Вот, например, ООО Шаньдун Цзиньэн Технолоджи. Смотрю на их сайт — https://www.jnkj.ru — у них заявлено более 100 единиц цифрового оборудования для производства и контроля. Это важный сигнал. Если у производителя есть современные станки с ЧПУ и, что ключевое, контрольно-измерительная техника, шансы получить партию с соблюдением геометрии в разы выше. Потому что погрешность в пару миллиметров на чертеже и в металле — это разные вещи. Их профиль — как раз производство металлоконструкций и комплектующих для энергетики, то есть они должны понимать специфику.
Из личного опыта: случай с переходом на другой тип крепления
Был у нас проект по замене опор на участке ВЛ 110 кВ. Решили с инженерами попробовать новый для нас тип сварных коробчатых траверс вместо привычных уголковых. Мотивация — меньший вес, более аккуратный вид. Заказали у проверенного поставщика. Всё просчитали, смоделировали.
Пришло оборудование — внешне идеально, краска, маркировка. Но когда начали монтаж, выяснилась деталь: из-за конструкции короба доступ для ключа к некоторым внутренним болтам крепления изоляторов был крайне затруднён. Монтажникам пришлось выкручиваться, использовать специальные головки с шарнирами. По времени установка одной траверсы увеличилась почти на 40%. Экономия по весу оказалась съедена ростом трудозатрат.
Вывод, который сделали: любое новое оборудование опор лэп нужно не только рассматривать в 3D-модели, но и проводить, если не полномасштабный, то хотя бы натурный монтажный эксперимент с участием линейных бригад. Теперь это у нас в протоколе. Теоретическая эффективность и практическая удобомонтажность — часто разные вещи.
Вопрос контроля качества: на что смотреть в первую очередь
Приёмка — это не просто сверить количество. Первое — визуал и защита от коррозии. Оцинковка должна быть равномерной, без наплывов и непрокрасов (если это окраска). Особенно в местах сварных швов. Берёшь лупу — и смотришь. Были прецеденты, когда микротрещины в цинковом слое на сварном шве потом за сезон превращались в очаг ржавчины.
Второе — геометрия. Рулеткой и шаблонами. Расстояния между отверстиями, их диаметр. Соосность. Кажется бюрократией, но одна несовпадающая дырка на площадке для подъёма на опору — это прямая угроза безопасности монтёра в будущем. Мы как-то забраковали партию кронштейнов именно по этой причине — отверстия под болты КВТ (кронштейна вертикального траверсного) были смещены.
Третье — сопроводительная документация. Сертификаты на металл, протоколы испытаний сварных соединений (если они есть), паспорта. Без этого — даже в работу не принимать. Это база, но её часто пытаются ?допоставить потом?. Нельзя. Компания, которая работает чётко, как та же ООО Шаньдун Цзиньэн Технолоджи, обычно сразу предоставляет полный пакет. Упоминание на их сайте о большом парке контрольно-измерительного оборудования косвенно говорит о том, что они свой продукт проверяют и могут подтвердить его качество документально.
Мысли в сторону будущего и цифровизации
Сейчас много говорят про ?цифровые двойники? ЛЭП. И здесь оборудование опор — это не просто физический объект, а ещё и набор данных. Каждая траверса, каждый хомут могли бы иметь не только бирку, но и QR-код, ведущий в базу данных с её параметрами, историей производства, результатами контроля. При монтаже и особенно при дальнейшей эксплуатации это бесценно.
Уже сейчас некоторые продвинутые производители начинают это внедрять. Это резко упрощает идентификацию, заказ запчастей, анализ причин отказов. Если производитель, как упомянутый выше, изначально имеет цифровое производство, то для него этот шаг — логичное продолжение. Для нас, эксплуатационников, это потенциальное снижение головной боли лет через 10-15, когда нужно будет искать узлы для ремонта или модернизации.
Пока же реальность такова, что основная забота — получить качественное, точно соответствующее чертежам железо здесь и сейчас. Чтобы бригада, приехав на трассу, не занималась слесарными работами, а делала своё дело — монтировала. Поэтому выбор поставщика, который понимает всю цепочку от чертежа до готовой опоры в поле, — это 70% успеха. Остальное — грамотный проект и надзор на месте. Всё просто и сложно одновременно.
Соответствующая продукция
Соответствующая продукция
Самые продаваемые продукты
Самые продаваемые продукты-
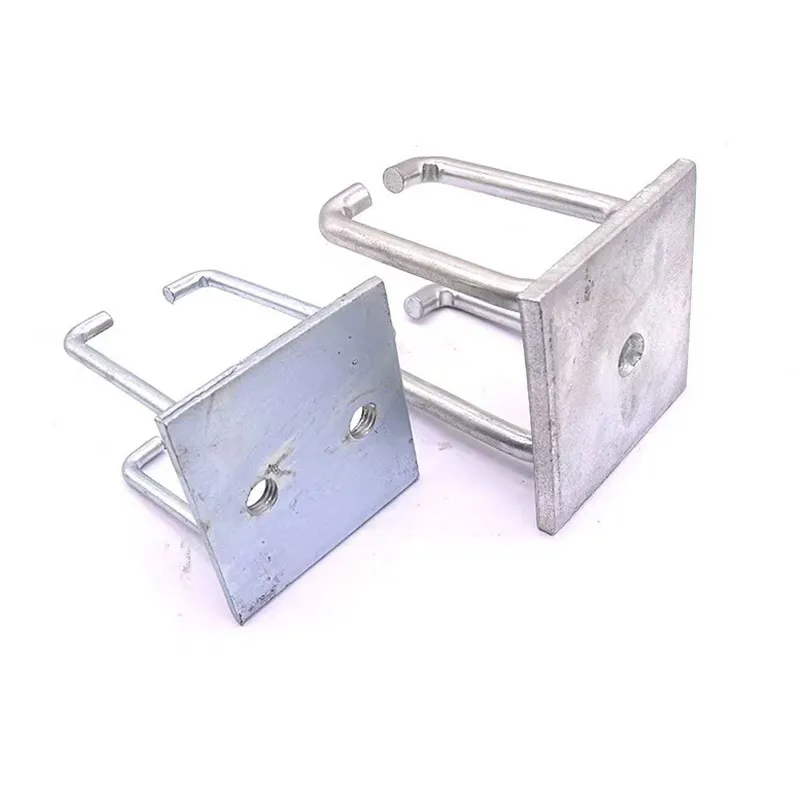 Закладные детали фундаментов
Закладные детали фундаментов -
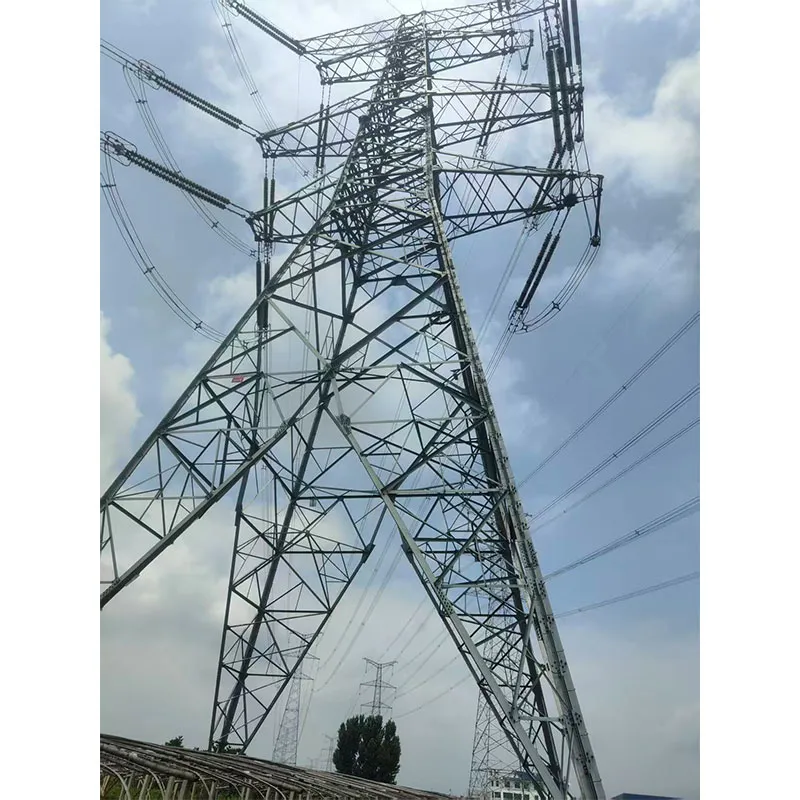 Стальная угловая башня электроснабжения
Стальная угловая башня электроснабжения -
 Стальная трубчатая башня
Стальная трубчатая башня -
 Электротехнические железные аксессуары
Электротехнические железные аксессуары -
 Дорожная мониторинговая мачта
Дорожная мониторинговая мачта -
 Гибкие фотоэлектрические крепления
Гибкие фотоэлектрические крепления -
 Конструкции подстанций
Конструкции подстанций -
 Мачты для камер
Мачты для камер -
 Анкерные болты
Анкерные болты -
 Четырехтрубные коммуникационные башни
Четырехтрубные коммуникационные башни -
 Коммуникационные башни
Коммуникационные башни -
 Видеомачты
Видеомачты