




металлические опоры лэп
Когда слышишь ?металлические опоры ЛЭП?, многие представляют себе просто сваренные уголки, воткнутые в грунт. Это, пожалуй, самое большое заблуждение. На деле — это целая инженерная система, где каждый грамм металла, каждый сварной шов и даже тип покрытия просчитаны под конкретные нагрузки, климат и срок службы. Сам через это проходил, когда думал, что главное — соблюсти ГОСТ по сечению. Оказалось, что можно и по сечению попасть в норму, но из-за неправильного выбора марки стали или защиты от коррозии конструкция не отходит и половины заявленного срока. Вот об этих нюансах, которые в каталогах часто не пишут, а познаются на практике, и хочу порассуждать.
От чертежа до поля: где кроется ?зазор?
Работа всегда начинается с проекта. Но между расчетами в программном комплексе и реальной партией металлических опор на складе — пропасть. Помню случай: проектом была заложена сталь определенной категории по ударной вязкости для северных районов. На производстве, экономя, использовали аналог подешевле, формально по прочности на растяжение подходящий. Результат? При монтаже в условиях -40°C несколько опор дали трещины в зонах концентрации напряжений еще на этапе подъема. Не критичный разлом, но недопустимый. Пришлось останавливать стройку, разбираться. Вина, конечно, поставщика, но и наша приемка подвела — не проверили сертификаты досконально.
Отсюда вывод: спецификация — это святое. Нельзя просто писать ?сталь С245?. Нужно указывать полный набор требований: химсостав, механические свойства при отрицательных температурах, если речь о зонах с холодным климатом. И обязательно — контроль на входе. Сейчас многие серьезные производители, вроде компании ООО Шаньдун Цзиньэн Технолоджи, открыто указывают, что используют цифровое контрольно-измерительное оборудование для проверки сырья. Это важный маркер. Заходишь на их сайт https://www.jnkj.ru и видишь в описании: ?более 100 единиц цифрового производственного и контрольно-измерительного оборудования?. Для меня как для специалиста это не просто реклама, а сигнал, что на входе металл, вероятно, проверят спектрометром, а не на глазок. Это снижает риски.
Еще один практический момент — технологические отверстия и монтажные узлы. Их расположение на чертеже и в металле может отличаться на какие-то миллиметры. Казалось бы, ерунда. Но когда монтируешь траверсу или оттяжку, эти миллиметры выливаются в часы подгонки болтовых соединений на высоте, под ветром. Идеально, когда завод предоставляет не только паспорта, но и 3D-модели узлов для проверки на цифровом макете до отгрузки. Это уже уровень продвинутых поставок.
Покрытие: цинк против ржавчины, а что против логистики?
Горячее цинкование — стандарт де-факто для защиты металлических опор ЛЭП. Спорить не буду, метод проверенный. Но и здесь есть подводные камни, о которых мало говорят. Первое — качество подготовки поверхности перед окунанием в цинк. Если осталась окалина или ржавчина, покрытие ляжет неравномерно и со временем отслоится. Визуально на складе это можно и не заметить. Мы однажды приняли партию, где на торцах многогранных опор были мелкие ?раковины? — непропроки цинка. В полевых условиях эти места начали ржаветь первыми.
Второй момент — транспортировка и хранение. Цинковый слой довольно мягкий. При погрузке-разгрузке тросами или цепями, при штабелировании без прокладок он повреждается. Получаешь на объекте опоры с глубокими царапинами до металла. Все эти места — будущие очаги коррозии. Приходится заставлять бригаду сразу, до монтажа, прокрашивать такие дефекты ремонтным цинкосодержащим составом. Это лишние трудозатраты и деньги. Идеального решения нет, только жесткий контроль логистической цепочки и, опять же, работа с поставщиком, который понимает важность сохранения покрытия и использует правильную такелажную оснастку.
Иногда рассматривают как альтернативу порошковую окраску поверх цинка или комбинированные системы. Для особо агрессивных сред — например, в промышленных зонах или у моря — это может быть оправдано. Но стоимость взлетает значительно. И здесь ключевой вопрос адгезии краски к цинку. Требуется очень качественная подготовка — фосфатирование. Не каждый завод это делает правильно. Видел образцы, где краска отслаивалась пластами после двух зим. Так что выбор покрытия — это всегда компромисс между бюджетом, средой эксплуатации и доверием к технологии производителя.
Монтаж: теория гладкая, практика с кочками
Все расчеты фундаментов под металлические опоры делаются для условного ?нормального? грунта. Реальность на трассе всегда разнообразнее. Болотистый участок, вечная мерзлота, каменистая почва — каждый случай требует корректировки. Классическая ошибка — недооценка пучинистых грунтов. Заложили фундамент на стандартную глубину промерзания, а силы морозного пучения оказались выше расчетных. Весной опора может дать крен, нарушив стрелу провеса провода. Исправление — дело дорогое и сложное.
Поэтому сейчас все чаще для ответственных линий делают не просто привязку к картам, а инженерно-геологические изыскания именно по трассе, с разбуриванием в ключевых точках. Это удорожает проект на старте, но спасает от многомиллионных ремонтов потом. Еще один практический лайфхак — использование анкерных плит или уширений на фундаменте (типа ?грибка?) на сложных грунтах. Это увеличивает сопротивление выдергиванию.
Сам процесс установки опоры в фундаментный стакан тоже требует внимания. Необходима точная центровка и вертикальность до момента схватывания бетона. Часто бригады, торопясь, фиксируют опору кое-как, а когда бетон застыл, выясняется, что отклонение по вертикали превышает допустимые 0.5%. Кажется, мелочь? Но для высоковольтной линии с большими пролетами это может привести к неравномерному распределению нагрузки на соседние опоры. Приходится ставить дополнительные оттяжки или, в худшем случае, переделывать. Контроль на этом этапе — ключевой.
Стыковка и усиление: слабые места конструкции
Большинство металлических опор ЛЭП — сборные, состоят из нескольких секций. Стык — всегда потенциально слабое звено. Фланцевые соединения на болтах — самые распространенные. Проблема тут в двух вещах: качестве обработки привалочных плоскостей фланцев и в усилии затяжки болтов. Если плоскости не параллельны или имеют неровности, возникает неравномерная нагрузка на болты. Одни перетянуты, другие недотянуты. В эксплуатации под динамической нагрузкой от ветра такие болты могут ?устать? и порваться.
Был у меня печальный опыт на линии 110 кВ. После сильного шторма несколько опор ?сложились? именно по фланцевому стыку. Разбирали завалы — часть болтов срезало, часть вырвало с резьбой. Экспертиза показала, что была неравномерная затяжка и, возможно, несоосность секций при монтаже. С тех пор требуем от монтажников использовать калиброванный динамометрический ключ для таких соединений и вести журнал затяжки. Это дисциплинирует.
Иногда для высотных или особо нагруженных опор используют не фланцы, а телескопическую стыковку с внутренними диафрагмами и сваркой в полевых условиях. Это более надежно, но требует высокой квалификации сварщиков (часто нужна сварка в защитных газах) и контроля швов ультразвуком. Не на каждом объекте есть такая возможность. Поэтому выбор типа стыка тоже закладывается на этапе проектирования, исходя из доступных кадровых и технических ресурсов на месте монтажа.
Взаимодействие с поставщиком: документы vs реальность
Работа с производителем металлических опор ЛЭП — это не просто купить по прайсу. Это длительный диалог. Самый важный этап — согласование технических условий (ТУ) или оформление спецификации. Здесь нужно быть максимально дотошным. Не просто ?опора по серии 3.407-150?, а с расшифровкой: марка стали, тип покрытия и его толщина по ГОСТ, контроль сварных швов (визуальный, УЗК), маркировка, комплектация (болты, гайки, шайбы — с каким покрытием), правила упаковки и транспортировки.
Хороший признак, когда производитель не отмалчивается, а задает встречные вопросы: ?А для какого региона? Какая сейсмика? Будете сами монтировать или нужна шеф-монтажная служба??. Это говорит о вовлеченности. Как раз на сайте ООО Шаньдун Цзиньэн Технолоджи в разделе о производстве упоминается обширный парк цифрового оборудования. Для меня это косвенный ответ на вопрос о контроле качества. Если у них есть, например, машины плазменной резки с ЧПУ и роботизированная сварка, то геометрия секций и качество швов будут стабильными от партии к партии. А стабильность — это святое в нашем деле.
Но даже с лучшим ТУ необходим выборочный контроль на заводе (Factory Acceptance Test). Приезжаешь, смотришь на процесс, проверяешь случайные опоры из уже готовой партии: замеряешь толщину покрытия, смотришь сварные швы, сверяешь геометрию. Одна такая поездка заменяет десяток писем. Это помогает избежать ситуаций, когда ?на бумаге все идеально, а на объекте — брак?. Поставщики, которые не боятся таких визитов и идут навстречу, сразу переходят в категорию надежных партнеров. В конечном счете, именно от этого взаимодействия зависит, простоят ли эти металлические опоры заявленные 50 лет или начнут преподносить сюрпризы гораздо раньше.
Соответствующая продукция
Соответствующая продукция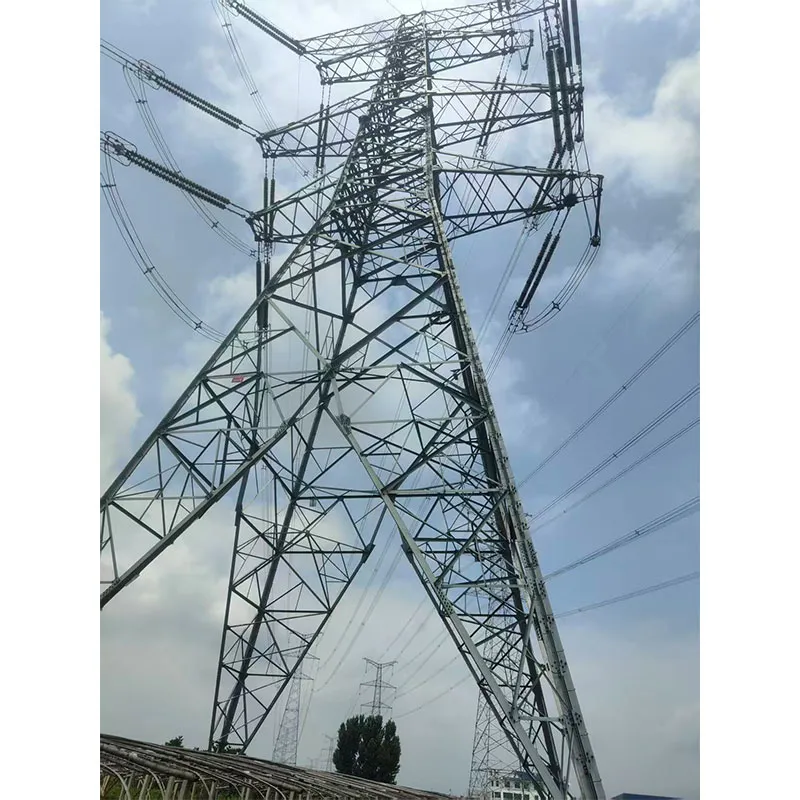

Самые продаваемые продукты
Самые продаваемые продукты-
 Мачты для камер
Мачты для камер -
 Коммуникационные башни
Коммуникационные башни -
 Дорожная мониторинговая мачта
Дорожная мониторинговая мачта -
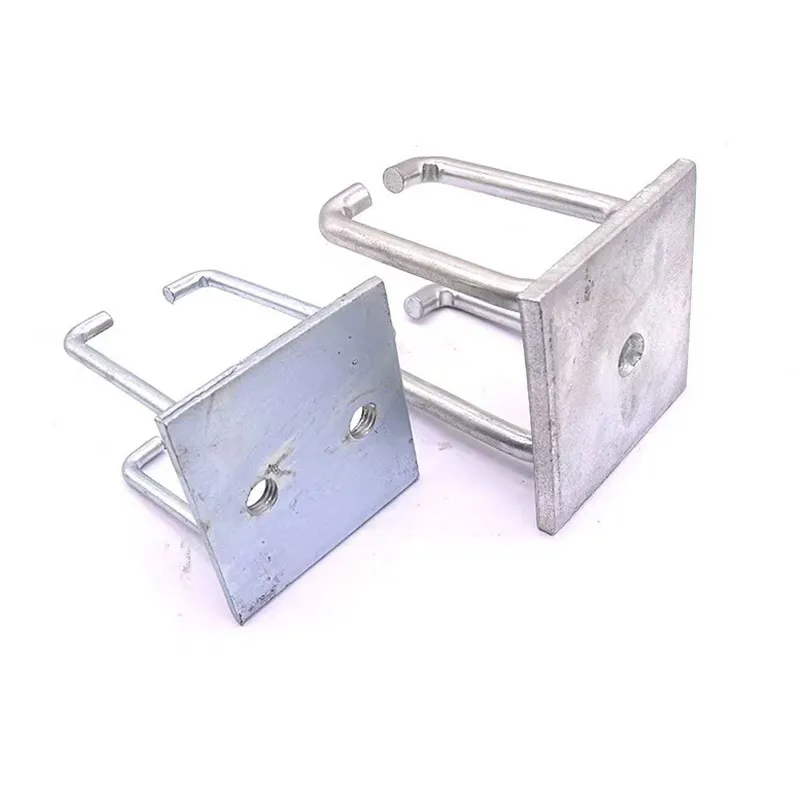 Закладные детали фундаментов
Закладные детали фундаментов -
 Конструкции подстанций
Конструкции подстанций -
 Гибкие фотоэлектрические крепления
Гибкие фотоэлектрические крепления -
 Стальная трубчатая башня
Стальная трубчатая башня -
 Горячеоцинкованные болты для железных башен
Горячеоцинкованные болты для железных башен -
 Анкерные болты
Анкерные болты -
 Закладные детали фотоэлектрических фундаментов
Закладные детали фотоэлектрических фундаментов -
 Видеомачты
Видеомачты -
 Четырехтрубные коммуникационные башни
Четырехтрубные коммуникационные башни