




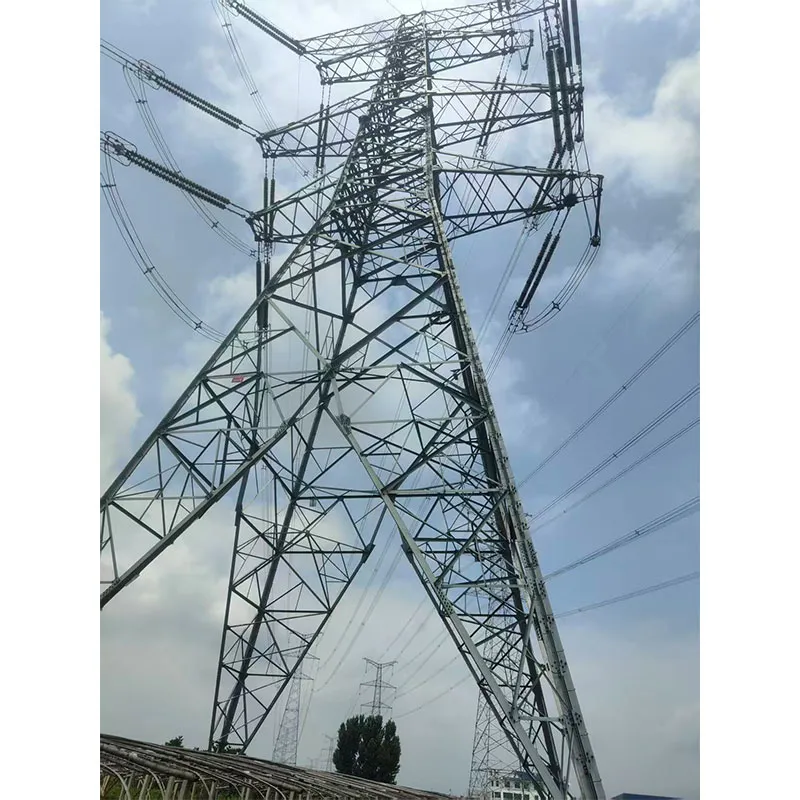
металлические опоры линий электропередач
Когда говорят про металлические опоры линий электропередач, многие представляют себе просто сваренные балки. На деле же — это целая инженерная система, где каждый сантиметр просчитан, а любая экономия на материале или защите может вылиться в аварию через пять лет. Я сам долго думал, что главное — это прочность на разрыв, пока не столкнулся с тем, как коррозия изнутри ?съедает? казалось бы монолитную конструкцию в степной зоне с высокими перепадами температур.
Основные типы и где мы чаще всего ошибаемся
В проектах до сих пор встречается подход ?лишь бы выдержало расчётную нагрузку?. Берут стандартную многогранную коническую опору, проверяют по ветру и гололёду — и вперёд. Но вот пример: для болотистых грунтов в Западной Сибири такая опора, даже с усиленным фундаментом, через пару сезонов может дать критический крен. Пучинистые грунты работают непредсказуемо. Мы однажды ставили партию опор типа ?Сталь 3? — вроде всё по ГОСТу. А через три года на трёх из них в зоне переменной воды появились трещины по сварным швам. Оказалось, металл был с повышенным содержанием серы, и в условиях постоянной влажности пошла межкристаллитная коррозия. Теперь всегда требуем дополнительный химический анализ для ответственных объектов.
Часто недооценивают и выбор типа опоры. Например, для магистральных ЛЭП 110 кВ и выше в последнее время активно идут на стальные многогранные опоры. Они легче решетчатых, проще в антикоррозийной обработке, да и монтаж быстрее. Но их главный враг — вибрация от проводов. Без правильно рассчитанных гасителей колебаний (типа Stockbridge) усталостные явления в узлах примыкания оттяжек наступают гораздо раньше расчётного срока. Видел такие опоры, где через 7–8 лет эксплуатации появились микротрещины именно в этих точках.
А вот с решётчатыми опорами старая школа связывает наибольшую надёжность. Отчасти это так, особенно для сверхвысоких напряжений. Но их главный недостаток — огромная парусность и сложность защиты от коррозии во всех этих многочисленных стыках. Покрасить качественно на заводе — это одно. А что происходит в полевых условиях при монтаже, когда болтовые соединения затягивают и сдирают заводское покрытие? Часто эти места становятся очагами ржавчины. Приходится настаивать на повторной обработке соединений после монтажа, но это редко кто закладывает в смету.
Производство и контроль: где кроются реальные риски
Качество металлических опор начинается не в цеху, а на складе металлопроката. Контроль входящего листового проката и сортовой стали — это святое. У нас был случай, когда партия труб для многогранных опор имела неоднородную толщину стенки в пределах допуска, но на пределе. После гибки в некоторых местах толщина критически уменьшилась. Хорошо, что оператор УЗК вовремя заметил. Сейчас многие серьёзные производители, вроде ООО Шаньдун Цзиньэн Технолоджи, делают на этом особый акцент. Заходил на их сайт https://www.jnkj.ru — у них в оснащении заявлено более 100 единиц цифрового производственного и контрольно-измерительного оборудования. Это как раз про то: современный контроль — это не выборочные замеры штангенциркулем, а сплошной мониторинг параметров на всех этапах. Это снижает риск брака, который проявится только в эксплуатации.
Сварка — это отдельная песня. Автоматическая сварка под флюсом даёт прекрасное качество шва для длинных прямых стыков. Но для сложных узловых соединений в решётчатых опорах до сих пор часто работает сварник-человек. И здесь квалификация решает всё. Обязательно нужно смотреть не только на аттестацию сварщика, но и на результаты радиографического контроля выборочных швов из каждой партии. Мы как-то приняли партию от субподрядчика по актам УЗК, а потом, уже на площадке, при монтаже один узел лопнул. Оказалось, внутри шва были поры. После этого всегда закладываем в договор право на независимый выборочный контроль.
Горячее цинкование — казалось бы, стандарт. Но и здесь есть нюансы. Толщина покрытия по ГОСТ — одно, а адгезия — другое. Если перед цинкованием травление прошло плохо, покрытие со временем отслоится. Особенно важно для опор, которые будут стоять в промышленных зонах или у моря. Видел опоры в приморском регионе, где цинковое покрытие на рёбрах жёсткости начало ?пузыриться? уже на шестой год. Пришлось срочно организовывать подкраску. Теперь в техзаданиях прямо пишем требования к контролю подготовки поверхности перед цинкованием по международным стандартам ISO.
Монтаж и эксплуатация: теория расходится с практикой
Самая совершенная опора может быть испорчена при монтаже. Типичная ошибка — использование опоры в качестве точки крепления лебёдки при протяжке проводов. На ребре остаются вмятины, повреждается защитный слой. Или при сборке решётчатых конструкций используют кувалды для совмещения отверстий, деформируя элементы. Нужно жёстко контролировать монтажную дисциплину. Иногда проще предусмотреть и поставить временные монтажные проушины, которые потом срежут, чем рисковать целостностью основного элемента.
Фундаменты — это отдельная боль. Подбор типа фундамента (свайный, массивный, сборный) часто делают по типовым альбомам, не проводя полноценных геологических изысканий на каждой трассе. Экономят. Результат — неравномерная осадка. Для опор линий электропередач даже небольшой дифференциальный крен — это огромная дополнительная нагрузка на конструкцию. Помню проект, где из-за экономии поставили облегчённые фундаменты на участке с неоднородным грунтом. Через два года несколько опор пришлось выводить в ремонт с подливкой фундамента и установкой дополнительных оттяжек — в итоге дороже вышло.
Эксплуатационный контроль тоже часто формален. Обходят трассу, смотрят, стоит ли опора. А нужно замерять толщину металла ультразвуком в контрольных точках, особенно в нижней части и в зонах возможного скопления влаги. Простой визуальный осмотр не покажет, что металл износился на 30%. Внедрение системы диагностики с паспортами на каждую опору, куда заносятся результаты всех замеров, — это путь к предиктивному обслуживанию, а не к аварийному ремонту.
Тенденции и материалы: что пробуем и где сомневаемся
Сейчас много говорят о высокопрочных сталях и алюминиевых сплавах. Высокопрочная сталь позволяет делать сечения тоньше, снижать вес. Но она часто более чувствительна к концентраторам напряжений (те же сварные швы, отверстия). Нужен более тщательный расчёт и контроль качества изготовления. Пока я осторожно отношусь к её массовому применению для ответственных магистральных ЛЭП, кроме maybe отдельных участков, где критична масса, например, в горной местности, куда сложно завезти тяжелые конструкции.
Алюминиевые сплавы — интересное направление для коррозионной стойкости. Но их модуль упругости ниже, чем у стали. То есть опора будет более гибкой, что может потребовать пересчёта габаритов до проводов. Да и стоимость существенно выше. Пока это скорее штучное решение для особых условий, чем массовая практика. Хотя, например, в скандинавских странах их используют активнее.
Цифровизация и BIM-моделирование. Вот это, считаю, must have для новых проектов. Когда у тебя в модели связаны геология, фундамент, сама металлическая опора, нагрузки и даже данные о защитном покрытии, можно избежать множества коллизий на этапе проектирования. Более того, такая модель потом передаётся в эксплуатацию и становится основой для цифрового двойника. Это уже не будущее, а настоящее. Компании, которые инвестируют в такое, как та же ООО Шаньдун Цзиньэн Технолоджи с её парком цифрового оборудования, явно смотрят вперёд. Ведь их оборудование позволяет не только делать, но и точно документировать параметры каждой партии, что потом интегрируется в общую цифровую цепочку.
Выводы, которые приходят с опытом
Итак, что в сухом остатке? Металлические опоры ЛЭП — это не товарная позиция в каталоге, а сложное техническое изделие с длинным жизненным циклом. Экономия на качестве металла, защите или контроле всегда аукнется, причём сумма ремонта и простоя многократно превысит сэкономленное. Нужно думать на 30–50 лет вперёд.
Ключевое — это системный подход: от входного контроля сырья и квалификации сварщика до грамотного монтажа и продуманной системы диагностики в эксплуатации. Нельзя вырвать одно звено. Производитель, который понимает эту цепочку и отвечает за каждый её этап, как раз и представляет ценность.
И последнее. Стандарты и ГОСТы — это необходимый минимум. Хороший специалист или ответственная компания всегда работают с запасом, понимая, что реальные условия эксплуатации могут быть жестче любых лабораторных испытаний. Поэтому в наших спецификациях мы часто пишем ?по ГОСТ … с дополнительными требованиями…?. Это и есть та самая практика, которая отличает просто железку от надёжной опоры, которая простоит десятилетия.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Анкерные болты
Анкерные болты -
 Дорожная мониторинговая мачта
Дорожная мониторинговая мачта -
 Стальная угловая башня электроснабжения
Стальная угловая башня электроснабжения -
 Четырехтрубные коммуникационные башни
Четырехтрубные коммуникационные башни -
 Горячеоцинкованные болты для железных башен
Горячеоцинкованные болты для железных башен -
 Коммуникационные башни
Коммуникационные башни -
 Конструкции подстанций
Конструкции подстанций -
 Электротехнические железные аксессуары
Электротехнические железные аксессуары -
 Закладные детали фотоэлектрических фундаментов
Закладные детали фотоэлектрических фундаментов -
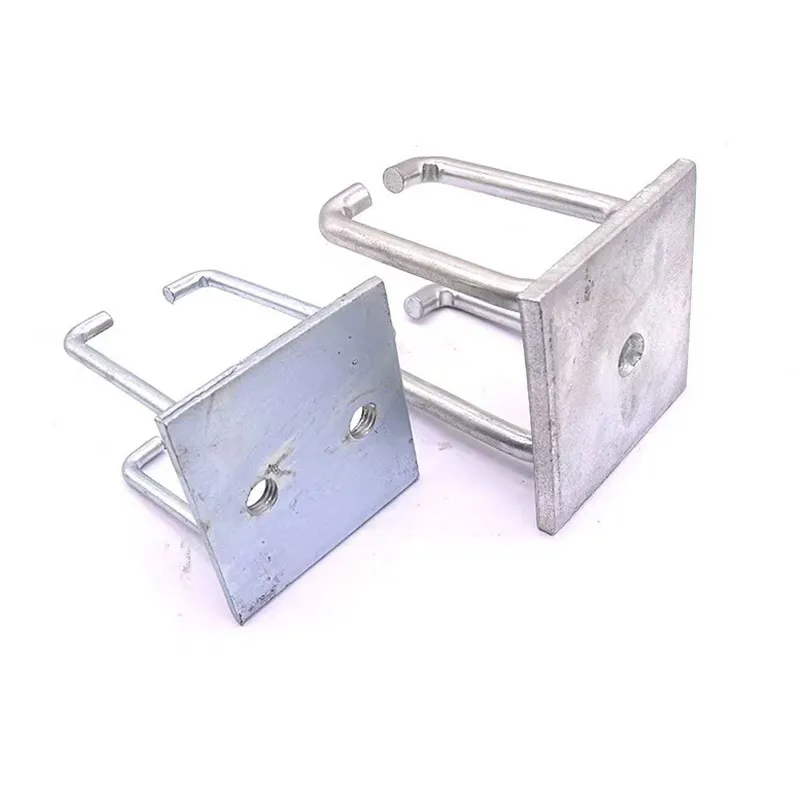 Закладные детали фундаментов
Закладные детали фундаментов -
 Стальная трубчатая башня
Стальная трубчатая башня -
 Мачты для камер
Мачты для камер