




железные опоры линий электропередач
Многие думают, что железные опоры — это просто сваренные балки, которые стоят и держат провода. На деле, каждая конструкция — это расчёт на десятки лет, на ветер, гололёд и человеческие ошибки при монтаже. Вот о чём редко пишут в учебниках.
От чертежа до фундамента: где начинаются проблемы
Основная ошибка на старте — недооценка геологии. У нас был проект под Тамбовом: по документам грунт — суглинок, а на деле при бурении под фундаменты опор наткнулись на плывун. Пришлось срочно менять конструкцию фундамента со свайного на плитный, что удорожило участок почти на 20%. И это не редкость.
Сами опоры, особенно типа ?цепочка? для промежуточных участков, кажутся простыми. Но если на заводе-изготовителе сэкономили на контроле сварных швов, через пару лет в зоне переменных нагрузок (место крепления траверс) могут пойти трещины. Мы такое видели на линиях, построенных в конце 90-х. Контроль качества металла и сварки — это не пункт для галочки, а необходимость.
Кстати, о качестве. Сейчас многие закупают конструкции в Китае, но не все проверяют соответствие ГОСТу по химсоставу стали. Для наших условий, особенно на севере, важна морозостойкость стали. Одна компания, ООО Шаньдун Цзиньэн Технолоджи, которую мы рассматривали как потенциального поставщика, заявляет на своём сайте https://www.jnkj.ru о наличии более 100 единиц цифрового производственного и контрольно-измерительного оборудования. Это серьёзный аргумент, потому что цифровой контроль толщины металла и параметров сварки минимизирует ?человеческий? фактор брака. Но заявки — это одно, а реальные испытания образцов в нашей лаборатории — другое. Всегда нужно тестировать.
Монтаж в поле: теория расходится с практикой
Самая нервная фаза. Даже идеально изготовленные опоры можно испортить при установке. Частая ошибка — неправильная сборка секций ?в лежачем? положении перед подъёмом. Если не выверить соосность, после подъёма получится винт, и смонтировать траверсы ровно будет невозможно. Приходится либо опускать, либо использовать талрепы и натягивать, создавая остаточные напряжения в конструкции.
Ещё момент — антикоррозийное покрытие. Его легко повредить тросами и стропами при подъёме. А царапина в полевых условиях, закрашенная кисточкой, — это очаг коррозии через 5-7 лет. Нужно либо использовать мягкие стропы, либо иметь на участке установки аппарат для холодного цинкования, чтобы сразу восстанавливать слой. Но кто это делает? Чаще всего — никто.
Болтовые соединения. Казалось бы, что тут сложного? Затянул по моменту — и всё. Но если делать это в мороз при -25°, металл хрупкий, можно сорвать резьбу. А летом, на солнце, тот же металл расширился — и момент затяжки будет уже другим. Нет единого рецепта, есть опыт и чутьё прораба, который должен это понимать.
Эксплуатация: что ломается на самом деле
Основные точки внимания — не сами опоры, а узлы крепления. Кронштейны, зажимы, места ввода заземляющих спусков. Именно там из-за вибрации от ветра и проводов развивается усталость металла. Регулярный осмотр с биноклем — это хорошо, но раз в 5-7 лет нужно подниматься и простукивать критичные швы, проверять болты на момент.
Заземление. Часто на него машут рукой. Приварили прут к ноге опоры — и ладно. Но если сварка некачественная или грунт очень сухой, сопротивление заземления растёт. Это не только опасно при грозе, но и ведёт к ускоренной электрохимической коррозии в месте контакта с землёй. Видели опоры, которые в подземной части истлели наполовину, хотя надземная часть была ещё ничего.
Вандализм и кражи. Увы, реальность. Срезают элементы на металлолом, откручивают болты. Иногда это приводит к перекосу, а однажды видели, как после кражи диагональной распорки опора под нагрузкой от гололёда сложилась, как карточный домик. Приходится закладывать в проекты дополнительный запас прочности или использовать несъёмные элементы, что усложняет монтаж.
Выбор поставщика: цена против надёжности
Здесь вечный спор. Отечественные заводы часто дороже, но с ними проще по рекламациям и они лучше знают наши нормативы. Азиатские поставщики, те же китайские, как ООО Шаньдун Цзиньэн Технолоджи, могут предложить интересную цену. Их заявка о сотне цифровых станков, которую можно найти на jnkj.ru, говорит о серьёзных мощностях. Но ключевой вопрос — адаптация проектов. Готовы ли они делать опоры по нашим сериям, с нашими расчётными нагрузками (у них другие нормы по гололёду и ветру), и будут ли все сертификаты настоящими? Это проверяется только пробной партией и жёстким входным контролем.
Мы как-то заказали партию анкерных опор у одного нового поставщика. На бумаге всё идеально. А приехали — покраска неравномерная, в некоторых местах толщина слоя в два раза меньше заявленной. Сварные швы визуально грубые. Отправили на экспертизу — недовложение металла в полках уголков. Вернули всё. С тех пор не экономим на этапе проверки образцов.
Идеального поставщика нет. Нужно искать того, кто понимает, что опора — это на 50 лет, а не просто металлоконструкция под контракт. Кто готов обсуждать не только цену, но и технологические карты контроля на своём производстве.
Взгляд в будущее: что изменится в конструкции опор
Тренд — это облегчённые, но более прочные конструкции за счёт новых марок стали и улучшенных расчётов. Внедрение BIM-моделирования позволяет заранее увидеть все ?узкие? места и стыки до начала производства. Это снижает количество ошибок.
Также растёт спрос на оцинкованные опоры горячим способом вместо окраски. Срок службы покрытия больше, но и цена выше, и логистика сложнее (готовые габаритные изделия). Но для труднодоступных районов, где повторный подъезд для покраски будет стоить космических денег, это оправдано.
И последнее — мониторинг. Появляются системы с датчиками, которые ставятся на опоры и следят за напряжением в металле, углом наклона. Пока это дорого для массового применения, но для критичных переходов через реки или дороги — уже реальность. Железная опора перестаёт быть немым куском металла, она начинает ?рассказывать? о своём состоянии. Вот к этому, мне кажется, всё и идёт. А основа всего — это всё тот же грамотный расчёт, качественный металл и ответственный монтаж. Без этого никакая цифра не поможет.
Соответствующая продукция
Соответствующая продукция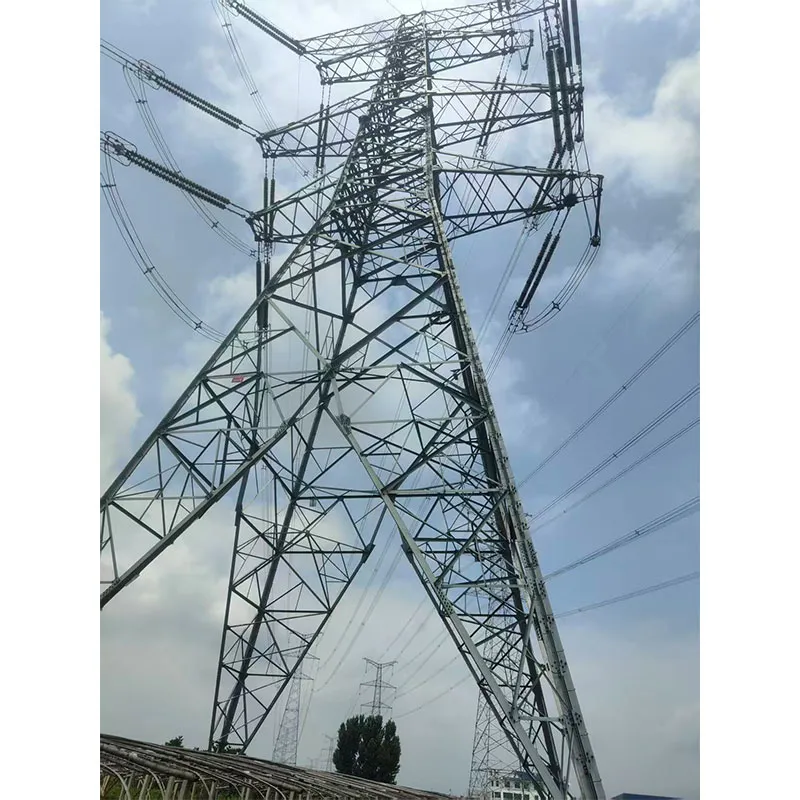

Самые продаваемые продукты
Самые продаваемые продукты-
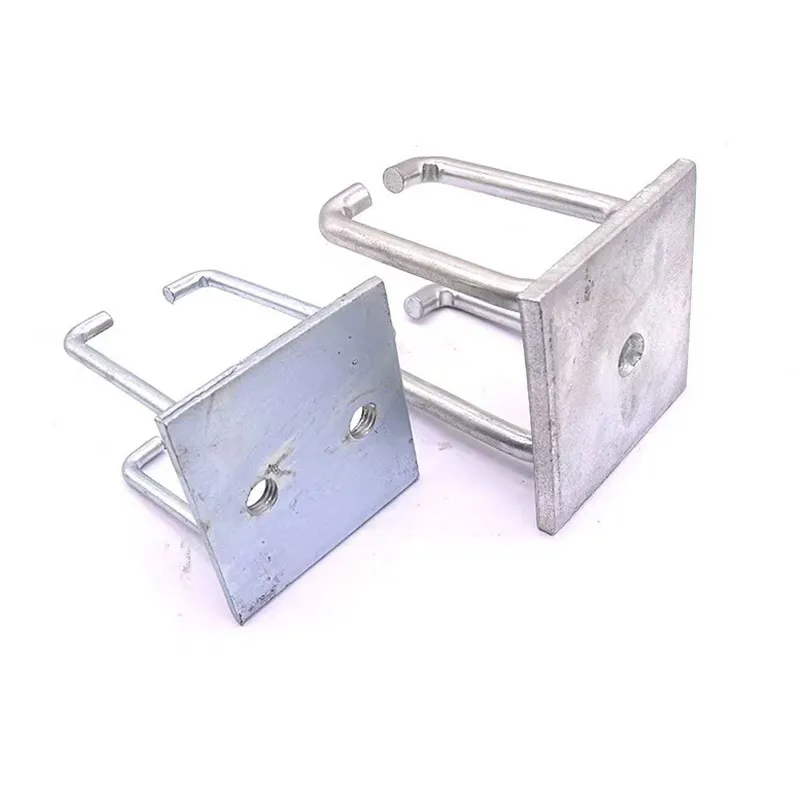
 Электротехнические железные аксессуары
Электротехнические железные аксессуары -
 Гибкие фотоэлектрические крепления
Гибкие фотоэлектрические крепления -
 Анкерные болты
Анкерные болты -
 Дорожная мониторинговая мачта
Дорожная мониторинговая мачта -
 Стальная трубчатая башня
Стальная трубчатая башня -
 Четырехтрубные коммуникационные башни
Четырехтрубные коммуникационные башни -
 Закладные детали фотоэлектрических фундаментов
Закладные детали фотоэлектрических фундаментов -
 Горячеоцинкованные болты для железных башен
Горячеоцинкованные болты для железных башен -
 Конструкции подстанций
Конструкции подстанций -
 Мачты для камер
Мачты для камер -
 Видеомачты
Видеомачты -
 Закладные детали фундаментов
Закладные детали фундаментов