




антенные башни связи
Когда говорят про антенные башни связи, многие представляют просто высокую стальную решётку, на которую водрузили пару ?тарелок?. На деле же — это сложнейший узел, где каждая сварка, каждый угол крепления, каждый болт просчитаны под конкретные ветровые, ледовые и эксплуатационные нагрузки. Ошибка в проектировании или монтаже — и через пару сезонов вместо объекта инфраструктуры получишь аварийную конструкцию. Сам видел, как на одном из объектов в Сибири ?сэкономили? на антикоррозийной обработке узлов крепления секций — через три года пришлось экстренно усиливать фундамент и менять целые секции, потому что ржавчина съела металл в местах наибольшего напряжения. И это при том, что сама башня была новой.
От чертежа до фундамента: где кроются главные риски
Всё начинается не с металла, а с геологии. Неправильная оценка грунтов — бич многих проектов. Был у нас случай под Новосибирском: заложили стандартный фундамент для 72-метровой башни, а весной выяснилось, что грунтовые воды поднимаются выше расчётного уровня. Результат — крен в первые же полгода. Пришлось срочно бурить дополнительные сваи и делать обвязку. Сейчас, кстати, многие серьёзные подрядчики, вроде ООО Шаньдун Цзиньэн Технолоджи, сразу закладывают в проект комплексные изыскания. У них на сайте https://www.jnkj.ru видно, что компания делает ставку на цифровое оборудование для контроля качества — это как раз про то, чтобы минимизировать такие ?сюрпризы? на этапе производства и предмонтажной проверки.
Сам металл — тоже история. Не всякая сталь, даже с нужным ГОСТом, одинаково ведёт себя при -50°C и при +35°C. Усталость металла — штука коварная. Мы всегда требовали от поставщиков не только сертификаты, но и пробные испытания на образцах из конкретной партии. Особенно это касается ответственных узлов — переходных секций, площадок обслуживания, мест крепления антенных полотен. Китайские производители в последние годы сильно выросли в качестве. Тот же Шаньдун Цзиньэн Технолоджи в своей презентации указывает на парк из более чем 100 единиц цифрового производственного и контрольно-измерительного оборудования. Это не просто слова для рекламы — когда у тебя лазерная резка и роботизированная сварка под контролем цифровых систем, геометрия секций получается идеальной, а это прямо влияет на скорость монтажа и итоговую жёсткость конструкции.
Фундамент — это отдельная песня. Типовые проекты часто не учитывают локальные особенности. Например, в зонах вечной мерзлоты нельзя просто залить плиту — нужны термостабилизирующие устройства. А в сейсмических районах — совершенно другая схема армирования и заделки анкерных болтов. Мы однажды переделывали анкерную группу на готовом фундаменте, потому что проектировщик ?забыл? уточнить сейсмичность района в 8 баллов. Дорого и обидно.
Монтаж: когда теория сталкивается с реальностью
Идеально спроектированная башня связи может превратиться в проблемную конструкцию прямо на этапе сборки. Главный враг здесь — человеческий фактор и спешка. По технологии, секции должны выставляться по уровню и временно фиксироваться до окончательной затяжки всех болтов. На практике, особенно зимой, бригады иногда экономят время, собирая ?на живую нитку?, чтобы быстрее уехать с объекта. Последствия проявляются позже — повышенная вибрация, несанкционированные деформации.
Оборудование для монтажа — краны, ямобуры, тали — должно быть не просто исправным, а подобранным под конкретные условия. Для высоких башен (от 100 метров) часто используют метод наращивания изнутри с помощью самоподъёмных устройств. Это требует высокой квалификации такелажников. Помню, на одном из объектов в Казахстане из-за ошибки в расчёте центра тяжести поднимаемой секции чуть не завалили уже собранную часть конструкции. Хорошо, что мастер вовремя среагировал и дал команду на аварийную остановку.
Ещё один критичный момент — установка антенных устройств и фидеров. Их крепёж должен иметь определённый запас прочности и допуск на вибрацию. Нельзя просто прикрутить кронштейн к полке уголка. Нужны специальные демпфирующие прокладки, правильная ориентация полотен относительно друг друга (чтобы избежать взаимного влияния), точный юстировочный узел. Часто заказчики, торопясь запустить объект, давят на монтажников, те делают ?как получится?, а потом инженеры по радиочастотам месяцами не могут вывести параметры сигнала на паспортные значения.
Эксплуатация и обслуживание: то, о чём все забывают
Сдали объект, подписали акты — и все забыли про башню до первой аварии. Это самая большая ошибка. Любая, даже самая качественная антенная опора, требует регулярного осмотра и обслуживания. Регламент — не бюрократия, а необходимость. Раз в год нужно проверять состояние болтовых соединений (особенно после первой зимы, когда происходит естественная усадка и осадка фундамента), раз в три года — делать детальное обследование с применением дефектоскопии сварных швов и измерением фактических отклонений от вертикали.
Коррозия — тихий убийца. Покраска в заводских условиях — это одно. Но повреждения при транспортировке и монтаже, сколы, царапины — это очаги будущей ржавчины. Их нужно вовремя находить и устранять. Мы внедряли систему ежегодного фотофиксации критичных узлов с привязкой к координатам. Сравнивая снимки за разные годы, можно отследить развитие коррозии или появление трещин. Просто, но эффективно.
Модернизация — отдельная головная боль. Часто оператор, наращивая мощность или добавляя новые стандарты связи (тот же 5G), требует повесить дополнительное оборудование. Нагрузка на конструкцию возрастает, а запас по прочности, заложенный в проекте, не бесконечен. Нужно делать перерасчёт несущей способности. Иногда проще и дешевле поставить рядом новую, более мощную башню, чем усиливать старую. Видел случаи, когда такие ?апгрейды? без расчёта приводили к тому, что башня начинала гудеть на ветру как струна — верный признак превышения допустимых нагрузок.
Выбор поставщика: цифры против мифов
Рынок насыщен предложениями, от кустарных производств до высокотехнологичных гигантов. Ключевой критерий — не самая низкая цена, а предсказуемость результата и полный цикл ответственности. Когда поставщик, как ООО Шаньдун Цзиньэн Технолоджи, контролирует весь процесс от резки металла до упаковки, риски существенно снижаются. Их заявленные более 100 единиц цифрового оборудования — это как раз про контроль. Цифровая резка гарантирует, что все отверстия совпадут при монтаже, а роботизированная сварка даёт одинаковый шов по всей длине.
Важно смотреть на портфолио в похожих климатических условиях. Башня для Краснодара и для Якутии — это, по сути, разные изделия. Материалы, покрытия, допуски — всё должно быть адаптировано. Хороший производитель всегда запросит у вас техническое задание с детальными условиями эксплуатации и предложит несколько вариантов решений, а не просто отгрузит стандартный каталогный номер.
И последнее — логистика. Габариты секций — это всегда компромисс между прочностью, весом и возможностью перевозки стандартным транспортом. Нужно чётко понимать, как изделия будут доставляться до объекта, есть ли ограничения по дорогам, мостам, ЛЭП. Лучше, когда производитель имеет опыт организации таких перевозок и может предоставить детальный транспортный план. Это экономит нервы и деньги на этапе монтажа.
Вместо заключения: мы строим каркас для сигнала
В итоге, антенная башня связи — это не просто товар, это инженерное сооружение с жизненным циклом в десятки лет. Качество её изготовления и монтажа определяет, сколько раз за этот срок заказчик столкнётся с аварийными остановками, ремонтами и внеплановыми затратами. Технологии, подобные тем, что использует Шаньдун Цзиньэн Технолоджи (о чём можно судить по их сайту jnkj.ru), смещают фокус с кустарной сборки на прецизионное производство. Это правильный путь. В нашей работе мелочей не бывает — от химического состава грунта до момента затяжки последнего гайковёрта на высоте 80 метров. И только когда все эти звенья сцеплены правильно, получается не просто железная вышка, а надёжный, молчаливый и долговечный фундамент для связи.
Соответствующая продукция
Соответствующая продукция
Самые продаваемые продукты
Самые продаваемые продукты-
 Электротехнические железные аксессуары
Электротехнические железные аксессуары -
 Закладные детали фундаментов
Закладные детали фундаментов -
 Закладные детали фотоэлектрических фундаментов
Закладные детали фотоэлектрических фундаментов -
 Горячеоцинкованные болты для железных башен
Горячеоцинкованные болты для железных башен -
 Коммуникационные башни
Коммуникационные башни -
 Стальная трубчатая башня
Стальная трубчатая башня -
 Гибкие фотоэлектрические крепления
Гибкие фотоэлектрические крепления -
 Мачты для камер
Мачты для камер -
 Четырехтрубные коммуникационные башни
Четырехтрубные коммуникационные башни -
 Конструкции подстанций
Конструкции подстанций -
 Видеомачты
Видеомачты -
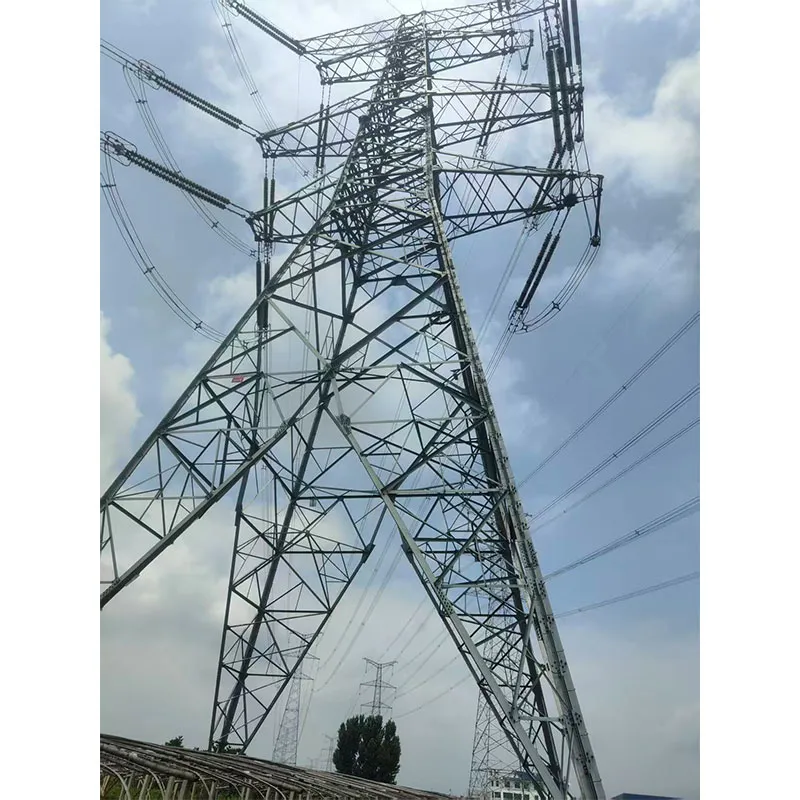 Стальная угловая башня электроснабжения
Стальная угловая башня электроснабжения